Warum kommt es bei der Berechnung der ANOVA in der MSA2 oder MSA 3 zu einer part to part variation von 0.
Ziel der ANOVA in diesem Kontext ist es, die Gesamtvariation der Messwerte in Variation zwischen den Teilen (Part-to-Part) und Variation innerhalb der Messungen desselben Teils (Repeatability / Messfehler) aufzuteilen.
1. Datenstruktur und Notation
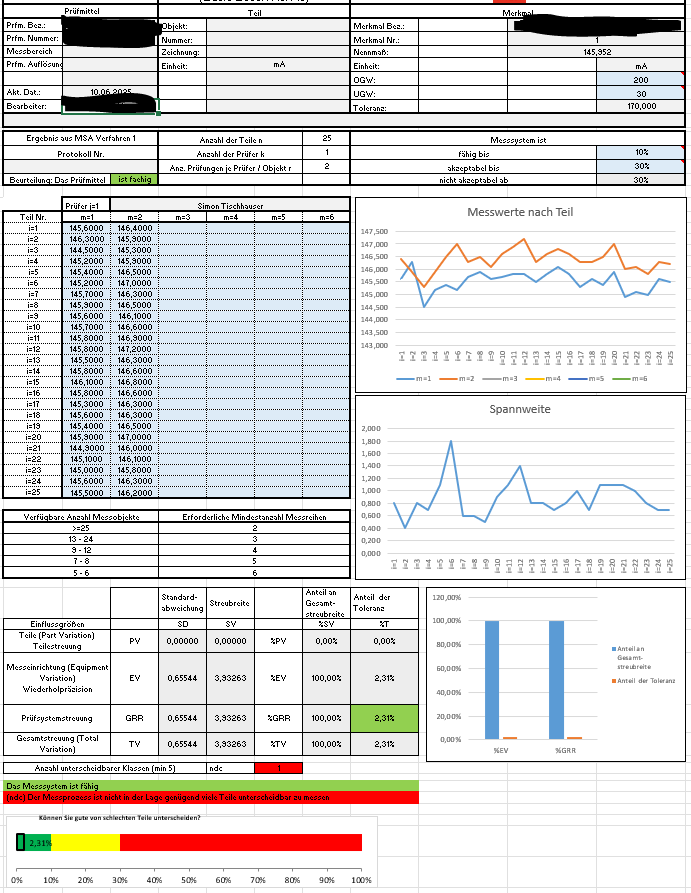
- Wir haben $a = 25$ Teile.
- Für jedes Teil haben wir $r = 2$ Wiederholungsmessungen.
- Die Gesamtzahl der Messungen ist $N = a \times r = 25 \times 2 = 50$.
- Wir bezeichnen eine einzelne Messung am i-ten Teil in der j-ten Wiederholung als $Y_{ij}$. (i von 1 bis 25, j von 1 bis 2)
2. Berechnung der notwendigen Summen und Mittelwerte
Für die ANOVA-Berechnung benötigen wir folgende Summen der Quadrate (Sum of Squares, SS):
- Gesamt-Summe der Quadrate (SST – Total Sum of Squares): Misst die gesamte Variation aller Messwerte um den Gesamtmittelwert.
$SST = \sum_{i=1}^{a} \sum_{j=1}^{r} (Y_{ij} – \bar{Y}_{..})^2$ - Summe der Quadrate für die Teile (SS_Teil – Sum of Squares for Parts): Misst die Variation der Mittelwerte der einzelnen Teile um den Gesamtmittelwert.
$SS_{Teil} = r \sum_{i=1}^{a} (\bar{Y}{i.} – \bar{Y}{..})^2$ - Summe der Quadrate für die Wiederholbarkeit (SS_Repeatability – Sum of Squares for Repeatability / Error): Misst die Variation innerhalb der Messungen desselben Teils. Dies ist der „Fehlerterm“ in diesem Modell.
$SS_{Repeatability} = \sum_{i=1}^{a} \sum_{j=1}^{r} (Y_{ij} – \bar{Y}{i.})^2$ Wichtiger Zusammenhang: $SST = SS{Teil} + SS_{Repeatability}$
Berechnungsschritte anhand Ihrer Daten:
- Schritt 1: Gesamtmittelwert ($\bar{Y}{..}$) und Teil-Mittelwerte ($\bar{Y}{i.}$) berechnen
- Berechnen Sie für jedes Teil den Mittelwert der 2 Messungen:
$\bar{Y}{1.} = (145.6000 + 146.4000) / 2 = 146.0000$ $\bar{Y}{2.} = (146.3000 + 145.9000) / 2 = 146.1000$
…
$\bar{Y}_{25.} = (145.5000 + 146.2000) / 2 = 145.8500$
(Sie müssten dies für alle 25 Teile tun) - Berechnen Sie den Gesamtmittelwert aller 50 Messungen:
$\bar{Y}{..} = (\text{Summe aller 50 Messwerte}) / 50$ (Die Summe aller 50 Werte aus Ihrer Tabelle beträgt 7307.0000) $\bar{Y}{..} = 7307.0000 / 50 = 146.1400$
- Berechnen Sie für jedes Teil den Mittelwert der 2 Messungen:
- Schritt 2: Summen der Quadrate (SS) berechnen
- SST: Summieren Sie für jede der 50 Messungen die quadrierte Abweichung vom Gesamtmittelwert (146.1400).
$SST = (145.6000 – 146.1400)^2 + (146.4000 – 146.1400)^2 + \dots + (146.2000 – 146.1400)^2$
(Dies ist sehr rechenintensiv von Hand. Das Ergebnis aus Ihrer Tabelle ist $SST = 17.185$) - SS_Teil: Summieren Sie für jedes der 25 Teile die quadrierte Abweichung des Teil-Mittelwerts vom Gesamtmittelwert, multipliziert mit der Anzahl der Wiederholungen (2).
$SS_{Teil} = 2 \times [(146.0000 – 146.1400)^2 + (146.1000 – 146.1400)^2 + \dots + (145.8500 – 146.1400)^2]$
(Auch dies ist aufwendig. Das Ergebnis aus Ihrer Tabelle ist $SS_{Teil} = 6.445$) - SS_Repeatability: Berechnen Sie die Differenz $SST – SS_{Teil}$.
$SS_{Repeatability} = SST – SS_{Teil} = 17.185 – 6.445 = 10.740$
(Dies stimmt mit dem Wert für „Repeatability“ (Sum Sq) in Ihrer ANOVA-Tabelle überein)
- SST: Summieren Sie für jede der 50 Messungen die quadrierte Abweichung vom Gesamtmittelwert (146.1400).
- Schritt 3: Freiheitsgrade (Df – Degrees of Freedom) berechnen
- Df Total = $N – 1 = 50 – 1 = 49$ (Stimmt mit Ihrer Tabelle überein)
- Df Teil = $a – 1 = 25 – 1 = 24$ (Stimmt mit Ihrer Tabelle überein)
- Df Repeatability = $N – a = 50 – 25 = 25$ (Stimmt mit Ihrer Tabelle überein)
- Prüfung: Df Teil + Df Repeatability = 24 + 25 = 49 = Df Total.
- Schritt 4: Mittlere Quadrate (MS – Mean Squares) berechnen
- MS Teil = $SS_{Teil} / Df_{Teil} = 6.445 / 24 \approx 0.2685$ (Stimmt gerundet mit Ihrer Tabelle überein)
- MS Repeatability = $SS_{Repeatability} / Df_{Repeatability} = 10.740 / 25 = 0.4296$ (Stimmt exakt mit Ihrer Tabelle überein)
- Schritt 5: F-Wert (F value) berechnen
- Der F-Wert ist das Verhältnis der mittleren Quadrate: $F = MS_{Teil} / MS_{Repeatability}$
- $F = 0.2685 / 0.4296 \approx 0.625$ (Stimmt gerundet mit Ihrer Tabelle überein)
- Schritt 6: p-Wert (Pr(>F)) bestimmen
- Der p-Wert ist die Wahrscheinlichkeit, diesen F-Wert (oder einen größeren) zu erhalten, wenn tatsächlich kein signifikanter Unterschied zwischen den Teilen besteht (d.h. wenn die Part-to-Part Variation Null wäre). Er wird aus der F-Verteilung mit 24 und 25 Freiheitsgraden ermittelt. Ein F-Wert kleiner als 1 deutet stark darauf hin, dass kein signifikanter Unterschied besteht.
- Ihr p-Wert ist 0.873. Da dieser Wert weit über dem üblichen Signifikanzniveau (z.B. 0.05 oder 0.10) liegt, können Sie die Nullhypothese, dass es keinen signifikanten Unterschied zwischen den Teilen gibt, nicht verwerfen.
3. Berechnung der Varianzkomponenten (VarComp)
Aus den Mittleren Quadraten (MS) werden die geschätzten Varianzkomponenten ($\hat{\sigma}^2$) für jede Quelle der Variation abgeleitet. Dies ist der Schritt, der zur Erklärung der 0%-Part-to-Part Variation führt.
Die Formeln für Ihr Modell (Teile und Wiederholungen, ohne separaten Bediener-Effekt) sind:
- Geschätzte Varianz für Wiederholbarkeit:
$\hat{\sigma}^2_{Repeatability} = MS_{Repeatability}$
$\hat{\sigma}^2_{Repeatability} = 0.4296$ (Stimmt mit der VarComp für Repeatability überein) - Geschätzte Varianz für Teil-zu-Teil:
$\hat{\sigma}^2_{Part-to-Part} = (MS_{Teil} – MS_{Repeatability}) / r$
$\hat{\sigma}^2_{Part-to-Part} = (0.2685 – 0.4296) / 2$
$\hat{\sigma}^2_{Part-to-Part} = -0.1611 / 2$
$\hat{\sigma}^2_{Part-to-Part} = -0.08055$
Warum die Part-to-Part VarComp 0 ist:
Wie Sie sehen, ergibt die Berechnung der Varianzkomponente für Part-to-Part einen negativen Wert (-0.08055). Statistisch gesehen kann eine Varianz (ein Maß für Streuung, die immer positiv oder null sein muss) nicht negativ sein.
Eine negative Varianzschätzung tritt auf, wenn die beobachtete Variation zwischen den Gruppen (Teilen) kleiner ist als die Variation innerhalb der Gruppen (Messfehler/Wiederholbarkeit). Dies deutet darauf hin, dass die Daten keinen statistisch signifikanten Beweis für eine Variation zwischen den Teilen liefern, die über den reinen Messfehler hinausgeht.
In den meisten Statistikprogrammen und bei der Interpretation von Gage R&R Ergebnissen wird eine negative Varianzkomponente standardmäßig auf Null gesetzt.
4. Berechnung der Prozentualen Beiträge (%Contrib)
Die Prozentualen Beiträge werden basierend auf den positiven oder auf Null gesetzten Varianzkomponenten berechnet.
- Geschätzte VarComp Repeatability (auf 0 gesetzt, falls negativ – hier positiv): $0.4296$
- Geschätzte VarComp Part-to-Part (auf 0 gesetzt): $0.0000$ (da die Berechnung -0.08055 ergab)
- Gesamte Gage R&R Variation ($\hat{\sigma}^2_{Total Gage R\&R}$): In diesem Modell ist dies nur die Repeatability, da Reproducibility nicht separat ausgewiesen ist.
$\hat{\sigma}^2_{Total Gage R\&R} = \hat{\sigma}^2_{Repeatability} = 0.4296$ - Gesamte Variation ($\hat{\sigma}^2_{Total Variation}$): Summe der Part-to-Part und Gage R&R Variation.
$\hat{\sigma}^2_{Total Variation} = \hat{\sigma}^2_{Part-to-Part} + \hat{\sigma}^2_{Total Gage R\&R}$
$\hat{\sigma}^2_{Total Variation} = 0.0000 + 0.4296 = 0.4296$ - %Contrib Part-to-Part:
$(\hat{\sigma}^2_{Part-to-Part} / \hat{\sigma}^2_{Total Variation}) \times 100\%$
$(0.0000 / 0.4296) \times 100\% = 0\%$ - %Contrib Repeatability:
$(\hat{\sigma}^2_{Repeatability} / \hat{\sigma}^2_{Total Variation}) \times 100\%$
$(0.4296 / 0.4296) \times 100\% = 100\%$ - %Contrib Total Gage R&R:
$(\hat{\sigma}^2_{Total Gage R\&R} / \hat{\sigma}^2_{Total Variation}) \times 100\%$
$(0.4296 / 0.4296) \times 100\% = 100\%$
Zusammenfassung:
- Die ANOVA zerlegt die Gesamtvariation (SST = 17.185) in Variation zwischen Teilen (SS_Teil = 6.445) und Variation innerhalb der Teile (SS_Repeatability = 10.740).
- Die geschätzten Varianzkomponenten werden aus den Mittleren Quadraten berechnet.
- Die Berechnung für die Part-to-Part Varianz ergab einen negativen Wert (-0.08055), da die Variabilität zwischen den Teil-Mittelwerten (MS_Teil = 0.2685) kleiner war als die Variabilität innerhalb der Teile (MS_Repeatability = 0.4296).
- Da eine negative Varianz physikalisch nicht möglich ist und statistisch bedeutet, dass kein Nachweis für diese Variation im Vergleich zum Fehler vorliegt, wird die Part-to-Part Varianzkomponente auf 0.0000 gesetzt.
- Da die Part-to-Part Varianz auf 0 gesetzt wurde, macht die Repeatability (der reine Messfehler) 100% der verbleibenden Variation aus. Dies wird sowohl in der %Contrib als auch in der %StudyVar Spalte widergespiegelt.
Dies erklärt detailliert, wie die Werte in der ANOVA-Tabelle zustande kommen und warum die Part-to-Part Werte 0% betragen – weil die geschätzte Varianz dieser Komponente negativ war und auf Null gesetzt wurde.
Verbesserung des Messsystems
Ihr Ziel ist es, die Wiederholbarkeit (Repeatability) Ihres Messsystems zu verbessern, also das „Rauschen“ zu reduzieren, damit die tatsächlichen Unterschiede der Teile sichtbar werden. Hier sind Ansatzpunkte, die Sie prüfen und optimieren können – oft durch Beobachtung, sorgfältige Vorgehensweise und manchmal durch Anpassung der Ausrüstung:
- Betrachten Sie das Messgerät selbst:
- Auflösung: Ist das Messgerät fein genug für die Unterschiede, die Sie erwarten oder messen wollen? Wenn Ihre Teile sich nur um 0.01 mm unterscheiden, Ihr Messgerät aber nur auf 0.1 mm genau ablesen kann, werden Sie die Unterschiede nie sehen.
- Zustand des Geräts: Ist das Messgerät sauber, unbeschädigt, gut gewartet? Ein verschmutztes, abgenutztes oder beschädigtes Messgerät ist oft unpräzise.
- Kalibrierung: Ist das Messgerät frisch und korrekt kalibriert? Eine abgelaufene oder fehlerhafte Kalibrierung führt zu ungenauen Messungen.
- Stabilität: Ist das Messgerät stabil aufgestellt? Vibrationen können die Wiederholbarkeit beeinträchtigen.
- Betrachten Sie die Methode / den Messvorgang:
- Fixierung des Teils: Wird das Teil immer exakt auf dieselbe Weise gehalten oder eingespannt? Eine wackelige oder inkonsistente Fixierung führt zu unterschiedlichen Messergebnissen, auch wenn das Teil dasselbe ist.
- Position der Messung: Wird die Messung immer am exakt selben Punkt am Teil genommen? Eine leichte Verschiebung des Messpunktes kann, je nach Geometrie des Teils, unterschiedliche Ergebnisse liefern.
- Andruck / Messkraft: Übt der Bediener (oder das Gerät) immer dieselbe Kraft aus, wenn gemessen wird (z.B. bei Messschiebern, Mikrometern, Fühlhebeln)? Inkonsistenter Andruck ist eine sehr häufige Ursache für schlechte Wiederholbarkeit.
- Reinheit: Sind die Messflächen des Teils und des Messgeräts absolut sauber? Schmutzpartikel, Staub oder Öl können die Messung verfälschen.
- Ablesefehler: Bei analogen Geräten oder digitalen Anzeigen mit vielen Nachkommastellen: Wird der Wert immer korrekt und konsistent abgelesen?
- Messprozedur: Gibt es klare, standardisierte Anweisungen für die Messung? Werden diese genau befolgt? Manchmal weicht die tatsächliche Vorgehensweise von der idealen ab.
- Betrachten Sie die Umgebung:
- Temperatur: Schwankungen der Temperatur können sowohl das Messgerät als auch das Teil beeinflussen (Ausdehnung/Schrumpfung). Messungen sollten idealerweise bei konstanter, kontrollierter Temperatur durchgeführt werden.
- Luftfeuchtigkeit, Vibrationen: Auch diese Faktoren können in manchen Fällen eine Rolle spielen.
- Betrachten Sie die Teile (Obwohl hier unwahrscheinlich die Hauptursache):
- Sind die Teile, die Sie für die Gage R&R Studie ausgewählt haben, repräsentativ? Haben sie tatsächlich die erwartete Variation? (In Ihrem Fall scheint die tatsächliche Variation so klein zu sein, dass sie vom Messfehler überdeckt wird, aber es schadet nicht, auch das zu hinterfragen).
Konkrete Handlungsschritte:
- Beobachten Sie den Messvorgang: Gehen Sie zum Messplatz und beobachten Sie genau, wie gemessen wird. Achten Sie auf die Punkte unter „Methode / Messvorgang“. Führt der Bediener die Schritte konsistent aus? Gibt es potenzielle Quellen für Inkonsistenz?
- Prüfen Sie das Gerät: Überprüfen Sie den Zustand, die Sauberkeit und den Kalibrierstatus des Messgeräts.
- Standardisieren Sie die Methode: Falls noch nicht vorhanden, erstellen Sie eine detaillierte, schrittweise Anleitung für die Messung. Beschreiben Sie genau, wo gemessen wird, wie das Teil zu fixieren ist, wie viel Andruck verwendet wird usw. Trainieren Sie die Bediener darauf.
- Schaffen Sie stabile Bedingungen: Sorgen Sie für eine saubere, vibrationsarme Umgebung mit möglichst konstanter Temperatur, falls relevant.
- Überlegen Sie Alternativen: Ist dies das bestmögliche Messgerät für diese Messaufgabe und die erwartete Teiltoleranz? Brauchen Sie eventuell ein präziseres Gerät?
Nach den Verbesserungen:
Wenn Sie Änderungen vorgenommen haben, müssen Sie die Gage R&R Studie wiederholen. Nur so können Sie feststellen, ob Ihre Maßnahmen die Wiederholbarkeit verbessert und damit die Part-to-Part Variation sichtbar gemacht haben.
Das Ergebnis mit 0% Part-to-Part und 100% Repeatability ist ein starkes Signal, dass das Problem fast ausschließlich beim Messsystem selbst liegt (bzw. wie es bedient wird oder in welcher Umgebung) und nicht darin, dass die Teile vielleicht doch gleich sind. Konzentrieren Sie sich darauf, die Präzision und Konsistenz des Messvorgangs zu erhöhen.