Die Messsystemanalyse (MSA) oder Messmittel – Fähigkeitsanalyse ist die Analyse der Fähigkeit von Messmitteln und Messsystemen. Die Analyse von Messsystemen ist ein zentraler Bestandteile in der Beurteilung von Prozessen. Der Nachweis der Messsystemfähigkeit ist Voraussetzung für die Ermittlung von Maschinenfähigkeit (cmk) und Prozessfähigkeit (ppk).
Sie stehen vor der Aufgabe eine Messsystemanalyse durchzuführen?
Ihr Nutzen aus diesem Artikel:
- Verständliche Erklärungen: Klare Definitionen und Erläuterungen der relevanten MSA-Begriffe.
- Strukturierte Vorgehensweise: Eine Schritt-für-Schritt-Anleitung zur Durchführung der MSA.
- Praxisnahe Vorlagen: Kostenlose Excel-Vorlagen für die MSA-Verfahren 1, 2, 3 und 7.
- Effizienz und Sicherheit: Automatisierte Berechnungen und validierte Ergebnisse, um Zeit und Risiken zu reduzieren.
- Direkte Unterstützung: Kostenlose Analyse Ihrer Messwerte und Expertenberatung bei Bedarf.
Hier erhalten Sie direkten Zugriff auf die Excel-Vorlagen, die die Auswertung und Dokumentation der MSA-Ergebnisse wesentlich erleichtern:
MSA Typ 1 – Messsystemanalyse Excel-Vorlage herunterladen
MSA Typ 2 – ANOVA Messsystemanalyse Excel-Vorlage herunterladen
MSA Typ 3 – Messsystemanalyse Excel-Vorlage herunterladen
MSA Typ 7 – Attributive Messsystemanalyse Excel-Vorlage herunterladen
MSA Typ 7 – Attributive MSA Prüfautomat Excel-Vorlage herunterladen
Diese Werkzeuge bieten Ihnen:
- Einfache Anpassung: In Excel realisiert für maximale Flexibilität
- Korrekte Ergebnisse: Mit Minitab und R validiert für höchste Genauigkeit.
- Praxiserprobt: Bewährt in über 1.050 + Unternehmen

und jetzt auch noch in einer vollautomatisierten Version

Kostenlose Analyse und Expertenberatung
Senden Sie mir Ihre ausgefüllte Excel-Vorlage, und ich analysiere Ihre Messwerte kostenlos. Wenn Sie Beratung oder Schulung zur MSA oder zu speziellen technischen Fragen benötigen, steht Ihnen unser Expertennetzwerk zur Verfügung. Kontaktieren Sie mich einfach per E-Mail: (roland.schnurr@sixsigmablackbelt.de).
Validierung der Excel Vorlagen: Vergleich mit Bosch, Minitab und R
Anbei der Vergleich der Ergebnisse der Excel Vorlagen mit Minitab für das MSA Verfahren 1. Die Ergebnisse aus dem Bosch Heft werden bestätigt. Für den Datensatz aus dem Bosch Heft Nr. 10 [2] Seite 11 (basierend auf AIAG MSA) [5] erhalten wir bei allen Berechnungen die gleichen Ergebnisse (cg = 2,01 ; cgk = 1,64):
MSA Typ 1 – Messsystemanalyse Excel-Vorlage herunterladen

Anbei der Vergleich der Ergebnisse der Excel Vorlagen mit Minitab für das MSA Verfahren 2 (Anova):
Für den Datensatz aus dem Bosch Heft Nr. 10 [2] Seite 49 (basierend auf AIAG MSA) erhalten wir bei allen Berechnungen die gleichen Ergebnisse (GRR = 22,68%):
MSA Typ 2 – ANOVA Messsystemanalyse Excel-Vorlage herunterladen
Was ist eine Messmittelfähigkeit? Die Bedeutung für zuverlässige Messungen
Die Messmittelfähigkeit ist das positive Ergebnis einer Messsystemanalyse. Sie ist eine Zustands- oder Reifebezeichnung für ein Messmittel oder einen Messprozess. Ein fähiges Messmittel ist in der Aussage vergleichbar zu einem fähigen Prozess. Ohne fähige Messmittel können keine zuverlässigen Aussagen zu einem zu messenden Prozess erfolgen. Die Messmittelfähigkeit, oft auch als Messsystemfähigkeit bezeichnet, ist mehr als nur ein statistischer Wert. Sie ist ein Qualitätsmerkmal für Ihr Messmittel und Ihren Messprozess. Eine hohe Messmittelfähigkeit ist die Voraussetzung für zuverlässige Messergebnisse.
Was ist eine MSA – Messsystemanalyse? Grundlegendes und Definitionen
Zur Überprüfung, ob die verwendeten Messmittel und Messsysteme den Anforderungen an die Messung gerecht werden, wird die Messsystemanalyse eingesetzt. Im Weiteren wird der Begriff MSA gleich dem Begriff Messsystemanalyse gesetzt.
Die Beurteilung von Fertigungsprozessen, Maschinen und laufenden Prozessen basiert auf der statistischen Auswertung von Werten von Merkmalen. Die Werte der Merkmale erhält man von Messsystemen, unter deren Verwendung bestimmte Merkmale gemessen werden. Um fehlerhafte Interpretationen zu vermeiden, müssen die gemessenen Werte den realen Sachverhalt ausreichend sicher wiedergeben.
Die MSA belegt ob die gemessenen Merkmalswerte die Realität in ausreichend sicherem Maße wiedergeben. Die MSA überprüft inwieweit das Messsystem „fähig“ ist. Die Begriffe „Fähigkeit“ und „Messsystem“ sind nicht genormt. Da beide Begriffe in der Umgangssprache eine hohe Bekanntheit haben, habe ich bewusst die Begriffe beibehalten. Die Begriffe „Fähigkeit“ bzw. „fähig“ sind gleichbedeutend mit „Eignung“ bzw. „geeignet“ (s. DIN 55350 [1] bzw. DGO 13-61 ). Beide Begriffe sind als gleichwertig anzusehen.
Wann ist eine Messsystemanalyse erforderlich? Situationen, die eine MSA notwendig machen.
Eine MSA muss vor der Inbetriebnahme neuer Messsysteme durchgeführt werden. Darüber hinaus sollte sie durchgeführt werden, wenn das Messsystem wesentlich verändert wurde. Dies kann sein nach:
- Neuanschaffung von Messmitteln: Bevor Sie ein neues Messmittel in Ihrem Prozess einsetzen, sollten Sie dessen Fähigkeit überprüfen (MSA 1).
- Veränderungen am Messsystem: Bei einer Neuaufstellung, Änderungen an der Konstruktion oder dem Austausch von Komponenten.
- Wartung und Reparatur: Nach Instandsetzungen oder Überholungen von Messmitteln.
- Prozessänderungen: Wenn ein bestehender Messprozess für ein anderes Merkmal oder unter geänderten Bedingungen verwendet wird.
- Regelmäßige Überprüfung: Eine MSA sollte in regelmäßigen Abständen erfolgen, um die langfristige Stabilität Ihres Messsystems sicherzustellen.
Eine Messsystemanalyse sollte immer vor der Beurteilung der Maschinenfähigkeit oder der Prozessfähigkeit durchgeführt werden.
Das Ziel der MSA ist die Quellen für Variation zu erkennen, zu verstehen und zu minimieren. Mit dieser Vorgehensweise stellen Sie eine hohe Messqualität sicher.
Sollte Ihre Messsystemanalyse nicht das gewünschte Ergebnis erbringen, hilft Ihnen die Checkliste Messprozessanalyse eine eventuelle Ursache zu finden. Ursachen unterteilen sich häufig in folgende Kategorien:
- Mensch
- Material / Messobjekt
- Methode
- Maschine / Messgerät
- Umwelt
Welches MSA-Verfahren ist das richtige für Sie? (Checkliste zur Entscheidung)
- Frage 1: Ist das Messmittel neu oder wurde es verändert? ➡️ Ja = Verfahren 1
- Frage 2: Gibt es einen möglichen Einfluss der Bediener auf die Messwerte? ➡️ Ja = Verfahren 2
- Frage 3: Handelt es sich um einen vollautomatischen Messprozess ohne Bedieneinfluss? ➡️ Ja = Verfahren 3
- Frage 4: Werden Merkmale attributiv bewertet (z.B. Gut-Schlecht)? ➡️ Ja = MSA Verfahren 7
Anforderungen an das Messsystem
Die Anforderungen an das Messsystem unterteilen sich wie folgt.
Genauigkeit (Bias): Systematische Abweichung zum Referenzwert
Die Genauigkeit (engl. Accuracy) [3] beschreibt die Abweichung eines gemessenen Wertes zu einem gegebenen Referenzwert. Die Genauigkeit ermittelt man durch das wiederkehrende Erfassen der Messgröße des gleichen Prüflings (Normals).
Für die erfassten Messwerte des Merkmales wird der Mittelwert gebildet. Den Mittelwert vergleicht man mit dem Merkmalswert des Prüflings. Die Differenz zwischen dem Mittelwert und dem Merkmalswert des Normales, ergibt die systematische Messabweichung (engl. Bias).
Die ermittelten Werte bilden die Basis für die Genauigkeit des Messmittels.
Wiederholbarkeit (%EV): Messwertstreuung bei wiederholten Messungen
Die Wiederholbarkeit (bzw. Wiederholpräzision, engl. Repeatability/Precision) [3] läßt Aussagen darüber zu, wie nahe einzelne Messwerte beieinander liegen.
Um die Wiederholpräzision zu ermitteln, wird derselbe Prüfling mit demselben Merkmal, gemäß Prüfvorschrift, vom gleichen Bediener mit demselben Messmittel gemessen. Der Prüfling wird hierbei immer wieder aus dem Messsytem entfernt und anschließend wieder in das Messsystem eingebracht. Das Maß für die Wiederholpräzision ist in der Standardabweichung der Messwerte des Merkmales begründet.
Reproduzierbarkeit (%AV): Einfluss verschiedener Prüfer
Die Reproduzierbarkeit (bzw. Nachvollziehbarkeit/Vergleichspräzision, engl. Reproducibility) [3] bildet den Einfluss verschiedener Prüfer auf das Messergebnis ab. Unter gleichen Voraussetzungen messen mehrere Prüfer dasselbe Teil mehrmals.
Im Regelfall messen zwei oder drei Bediener das gleiche Teil. Die Messung wird anschließend mit dem gleichen Merkmal bei anderen Teilen wiederholt.
Die Unterschiede zwischen den gemessenen Mittelwerten von Bediener zu Bediener werden dann als Maß für die Vergleichspräzision verwendet.
Linearität: Abweichung über den Messbereich.
Die Überprüfung der Linearität weißt nach, dass sich die systematische Messabweichung der Messeinrichtung über den Messbereich in einem akzeptablen Bereich befindet. Hierzu misst der Prüfer das gleiche Merkmal an unterschiedlichen Teilen. Die Teilen decken hierbei den gesamten zu erwartenden Messbereich des Messsystems ab. Für die einzelnen Teile der Messungen wird der Mittelwert gebildet. Ist die Differenz zwischen Mittelwert der Messung und dem Wert des Normals nicht mit der natürlichen Schwankung zu erklären, ist die Messeinrichtung nicht linear.
Bei einer idealen Messeinrichtung ist der Ausgabewert (Messwert) immer gleich mit dem an Eingang (Prüfmerkmal) definierten Werten. Die Linearität bezieht sich hierbei auf die Kennlinie des Zusammenhanges zwischen Ein- und Ausgabewert. Dieser Zusammenhang ist in der Realität meist nicht streng linear.
Die Linearität einer Messeinrichtung wird in der Regel vom Hersteller überprüft und bescheinigt. Eine zusätzliche Überprüfung im Rahmen der Messprozessfähigkeitsuntersuchung ist in der Regel nicht erforderlich.
Stabilität: Gleichbleibende Messergebnisse im Zeitverlauf.
Ein Messsystem ist stabil, indem es gleichbleibend, richtige Messergebnisse im Zeitverlauf erbringt. Die Stabilität wird durch die Überwachung des Langzeitverhaltens und einer entsprechenden Beurteilung gewährleistet.
Zur Durchführung der Untersuchung ist ein Referenzteil (Stabiltätsteil) mit bekanntem Referenzwert xm erforderlich. Das Referenzteil wird in spezifischen Zeitintervallen (Prüfintervallen) jeweils mindestens 3 x mal gemessen. Anschließend wird mit den gemessenen Werten eine Stabilitätskarte (Kontrollkarte) erstellt.
Die Stabilität des Messprozess wird anhand der Stabilitätskarte beurteilt[2].
Diskriminierung (NDC): Fähigkeit, Unterschiede zu erkennen
Diskriminierung (Auflösung, engl. Discrimination/Repeatability – ndc) bedeutet, dass das Messsystem fähig ist, vorhandene Unterschiede des Merkmales zwischen unterschiedlichen Teilen aufzudecken.
Verfahren für den Fähigkeitsnachweis
Der Nachweis für die Fähigkeit eines Messsystems kann mit verschiedenen Methoden erbracht werden. Die unterschiedlichen Verfahren werden hier beschrieben. Werden die Verfahren angewendet, sind Vorbedingungen für das Messen von Merkmalswerten zu erbringen. Eine Vorbedingung stellt die Auflösung des Messmittels dar.
Auflösung des Messmittels: Minimalanforderung für sichere Messwerte.
Vor der Analyse des Messsytems, ist zu überprüfen, ob die Auflösung des Messgerätes für die Analyse des entsprechenden Falles ausreichend ist. Das Messmittel muss eine Auflösung von RE ≤ 5% der Toleranz des Merkmals haben. Dies ist die Basis, um Messwerte sicher ermitteln und ablesen zu können.
Beispiel: Längenmaß 250 ± 0,50 mm
Bei einer Toleranz von 1 mm bedeuten 5% der Toleranz 0,050 mm. In diesem Fall heißt dies, das Messsystem muß eine Auflösung von maximal 0,050 mm über den gesamten Messbereich haben. Für diesen Fall könnte eine Messuhr mit 0,02 mm Skalenteilung für die Analyse gewählt werden.
MSA Verfahren 1: Beurteilung der Messmittelfähigkeit.
🔍 Ausführliche Anleitung: MSA Typ 1 in Excel berechnen – Schritt-für-Schritt mit Vorlage (Cg, Cgk, Auswertung)
Das MSA Verfahren 1 wird in der Regel zur Beurteilung von einem neuen oder geänderten Messsystem durchgeführt. Die MSA1 soll die Genauigkeit und Wiederholpräzision eines Messsystems feststellen.
Dies geschieht bevor diese zur Messung von Merkmalswerten eingesetzt wird. Anhand des Fähigkeitskennwertes des Messmittels Cg und Cgk kann die Eignung des Gerätes für den Anwendungsfall festgestellt werden. Die vollständige Erklärung und Berechnung des MSA Verfahren 1 finden Sie im Abschnitt „Messsystemanalyse Verfahren 1“.
MSA Verfahren 2 Analyse der Wiederhol- und Vergleichspräzision
Das MSA Verfahren 2 findet zur Beurteilung von neuen und vorhandenen Messsystemen statt.
Das Verfahren 2 (engl. type-2 study, Gauge R&R study) untersucht die Wiederhol- und Vergleichspräzision eines Messmittels (engl. Repeatability and Reproducibility, daher Gauge R&R). Das Verfahren wird erst angewendet, wenn das Messmittel entsprechend dem Verfahren 1 als fähig einstuft wurde.
Dieses Verfahren wird auch im Rahmen von routinemäßigen Audits oder zu Zwischenprüfungen eingesetzt. Die Beurteilung des Messsystems erfolgt dabei unter möglichst realen Bedingungen. Voraussetzung ist somit, die Untersuchung wird:
- am Einsatzort
- mit original Messobjekten
- den Prüfern vor Ort
durchgeführt.
Die Beurteilung wird anhand des sogenannten R&R Kennwertes festgestellt. Die vollständige Erklärung und Berechnung der Messsystemanalyse Verfahren 2 finden Sie im Abschnitt „Messsystemanalyse Verfahren 2“.
MSA Verfahren 3: Für automatisierte Messsysteme.
Bei der Messsystemanalyse Verfahren 3 handelt es sich um einen Sonderfall von MSA Verfahren 2. Diese Vorgehensweise wird bei Messsystemen ohne Bedienereinfluss angewendet. Dieses Verfahren gilt somit insbesondere bei automatischen oder mechanisierten Messsystemen. Dies können sein:
- Koordinaten Messmaschinen
- in Prozess Messeinrichtungen
- voll automatischen Messeinrichtungen
- Mehrstellenmeßgeräten
Die Beurteilung dieses Messverfahrens erfolgt ebenfalls anhand des R&R Kennwertes. Es wird in Analogie zu Verfahren 2 die gleiche Abkürzung verwendet. Die vollständige Erklärung und Berechnung der Messsystemanalyse Verfahren 3 nach Anova finden Sie im Abschnitt „Messsystemanalyse Verfahren 3“.
MSA Verfahren 7: Bewertung attributiver Prüfungen.
Ziel der Messsystemanalyse Verfahren 7 oder MSA 7 ist die Bewertung der Fähigkeit eines Prüfprozesses bezüglich eindeutiger Prüfentscheide bei diskreten oder diskretisierten kontinuierlichen Merkmalen. Das Verfahren 7 wird ist in der Praxis auch als Verfahren der attributiven Prüfung bekannt. Hier finden Sie Details der Messsystemanalyse nach Verfahren 7.
Übersicht der Verfahren
Welches Verfahren wann? Die richtige Wahl für Ihre Situation.
Die Vorgehensweise zur Durchführung einer MSA ist in diesem Ablauf beschrieben.
Konnte das Messsystem Ihre Anforderungen nicht erfüllen, finden Sie Hilfe zur weiteren Vorgehensweise im Abschnitt „Nicht fähige Messsysteme“.
Messsystemanalyse Verfahren 1 – MSA Verfahren 1
Ziel: Genauigkeit und Wiederholpräzision sicherstellen
Mithilfe des Verfahrens 1 wird entschieden, ob eine Messeinrichtung für den vorgesehenen Messzweck geeignet ist. Als Basis für die Entscheidung wird die Lage und Streuung des Messwertes im Toleranzfeld des Messwertes analysiert. Dies geschieht durch die Berechnung der Kennwerte zur Fähigkeit Cg Wert und Cgk Wert.
Die Messsystemanalyse Verfahren 1 wird am Anfang einer Messsystemanalyse benutzt, um die Analyse auf das Messgerät und nicht auf die anderen Ursachen der Streuung zu konzentrieren. In der Praxis ist die MSA 1 als erster Schritt in einer kompletten Messsystemanalyse gefordert.
Nachdem das Messgerät mit Hilfe einer Messsystemanalyse vom Typ 1 untersucht und für gut befunden wurde, weiten Sie Ihre Analyse mit der MSA 2 aus und betrachten die anderen Quellen der Streuung des Messsystems.
Wiederholbarkeit ist die Fähigkeit des Messgeräts, beständige Messwerte für die gleiche Prüfeinheit zu ermitteln. Eine gewisse Messsystemstreuung ist selbst in einem fähigen Messgerät vorhanden. Ist die Streuung in Bezug auf die Toleranz der Prüfeinheit zu groß ist, ist das Messgerät nicht geeignet.
Als Maß für die Wiederholbarkeit wird der Cg Wert ausgewiesen. Cg Werte größer als 1,33 zeigen eine annehmbare Streuung des Messmittels an.
Voraussetzungen: Anforderungen an Messmittel und Referenzwerte
- Die Messeinrichtung ist entsprechend den Betriebsanleitungen des Herstellers einzurichten und in Betrieb zu nehmen.
- Es ist ein Normal oder Einstellmeister vorhanden. Durch Kalibrierung ist der richtige Wert des Normales jederzeit auf nationale oder internationale Normen rückführbar. Das Normal unterliegt der Prüfmittelüberwachung. Der Wert des Normales ändert sich während des Untersuchungszeitraumes nicht. Das Normal ist langzeitstabil. Das Normal besitzt das gleiche Merkmal, wie das später zu messende Teil. Die Messunsicherheit des Messverfahrens mit denen der richtige Wert des Normales bestimmt wird, ist anzugeben.
- Die in der Regel im Kalibrierschein dokumentierte Unsicherheit der Kalibrierung Ukal des Normals sollte deutlich kleiner sein, als die Zeichnungstoleranz T für das zu prüfende Erzeugnismerkmal (Faustregel für den Idealfall: Ukal < 0,01xT; mindestens sollte Ukal < 0,1xT eingehalten werden).
- Steht kein Normal zu Verfügung, kann der Cgk Wert nicht berechnet werden. Es wird in diesem Fall mithilfe eines geeigneten Messobjektes lediglich die Wiederholpräzision Cg bestimmt.
- Verfahren 1 erfordert zweiseitig begrenzte Erzeugnismerkmale mit einem unteren und einem oberen Grenzwert.(UGW und OGW), so dass die Toleranz T = OGW – UGW definiert ist. Bei einseitig begrenzten Merkmalen, bei denen nur ein Grenzwert spezifiziert ist (UGW oder OGW), jedoch eine untere oder obere natürliche Grenze existiert (UGW* bzw. OGW), wird ersatzweise die Größe T = OGW – UGW* bzw. T* = OGW* – UGW verwendet.
ANMERKUNG: Unter einer natürlichen Grenze versteht man eine Grenze, die aus physikalischen Gründen prinzipiell nicht unter- oder überschritten werden kann. Beispielsweise kann die Breite einer Fuge oder die Rauheit einer Oberfläche nicht kleiner als 0 werden, so dass 0 einen natürlichen Grenzwert UGW* = 0 darstellt. Existiert hingegen nur ein spezifizierter Grenzwert und keine natürliche Grenze, dann existiert weder eine Toleranz T noch die Größe T*, d.h. die Kenngrößen Cg und Cgk können nicht berechnet werden
Messsystemanalyse Vefahren 1 Excel-Vorlage: Automatisierte Berechnung und Dokumentation
Eine manuelle Berechnung der einzelnen Fähigkeitskennzahlen ist sehr aufwändig. Daher stelle ich die eine entsprechende Excel Vorlage zu Verfügung, um die Auswertung automatisiert zu berechnen und zu dokumentieren. Die Excel Vorlage rechnet wahlweise mit 4 x Standardabweichung oder 6 x Standardabweichung. Diese Vorgabe variiert von Anwender zu Anwender.
MSA Typ 1 – Messsystemanalyse Excel-Vorlage herunterladen
Eine hocheffiziente, automatisierte Vorlage sehen Sie in diesem Video.
Ablauf der Messung und Auswertung des MSA Verfahren 1: Schrittweise Anleitung zur Durchführung und Auswertung
Im Folgenden finden Sie ein Ablaufschema für das MSA Verfahren 1
1. Schritt
Tragen Sie den Istwert des Normales und der Toleranz T des Merkmals in das Tabellenblatt der Messsystemanalyse Excel Vorlage ein.
2. Schritt
Beurteilung Sie die Auflösung (RE) der Messeinrichtung. Sollte T / RE < 5% sein, ist das Messmittel geeignet. Die Tabelle weist Ihnen das Ergebnis aus
3. Schritt
Wählen Sie das Normal für Ihre Messung aus. Der Werte Xm des Normales muß im Toleranzfeld des Prüfmerkmales liegen. Die Messposition ist am Normal zu kennzeichnen. Als Alternative ist die Messposition zu beschreiben oder zwangsweise am Normal zu positionieren.
4. Schritt
Stellen Sie die Messeinrichtung nach der gültigen Vorschrift ein. Justieren Sie die Einrichtung und gleichen Sie das System ab. Stellen Sie sicher, dass während der Messung keine Veränderungen an der Messeinrichtung stattfindet.
5. Schritt
Es sind 50 Messungen in kurzen Zeitabständen am Normal nach der gültigen Vorschrift durch denselben Prüfer durchzuführen. Hierbei gilt unbedingt die Messvorschrift (Bedingungen der Wiederholung) zu beachten. Das zu messende Normal ist immer bei gleicher Messposition in die Messvorrichtung einzulegen. Dies bedeutet, das Normal ist nach jedem Messvorgang aus der Messvorrichtung zu entnehmen. Die Werte werden in das Messystemanalyse Excel Tabellenblatt eingetragen. Hierbei werden keine Messwerte verworfen.
Mittlerweile hat man teilweise auch akzeptiert, dass nur 20 wiederholenden Messungen durchgeführt werden. Dies ist zu einem dem Umstand geschuldet, dass Messungen teilweise sehr lange Zeit benötigen. Zum andern zeigen Analysen, dass sich die Standardabweichung nach 10 wiederholten Messungen, nicht mehr signifikant ändert. Damit genügen in der Regel 20 Wiederholmessungen.
6. Schritt
Das Tabellenblatt weist Ihnen den Mittelwert xg und die Standardabweichung der Wiederholung sg der angezeigten Werte aus.
7. Schritt
Das Tabellenblatt berechnet Ihnen desweiteren den Abweichungsbetrag Bi des Mittelwertes xg vom richten Wert xm des Normals.
8. Schritt
Die Auswertung der Tabelle errechnet den Cgk Wert, der eine systematische und eine zufällige Komponente berücksichtigt.
Hierbei ist Cgk= (0,1 * T – Bi)/ (3 * sg)
9. Schritt
Als weiteren Wert bestimmen Sie den Fähigkeitswert Cg der im Gegensatz zum Cgk nur eine zufällige Komponente enthält. Bei zweiseitig begrenzten Merkmalen zeigt die Differenz zwischen Cgk und Cg die Verbesserungsmöglichkeiten durch genaues Einstellen der Messeinrichtung an. Dies entspricht de systematischen Messabweichung Bi=0.
Hierbei ist Cg = (0,2 * T) / (6 * sg)
Hinweise:
Messbeständigkeit
MSA Verfahren 1 läßt keine Aussage über die Messbeständigkeit des Messsystems zu. Beim Verfahren 1 handelt es sich um eine Kurzzeitbeurteilung. Die Beständigeit der Messung ist separat zu beachten.
Trend festgestellt
Wird während der Unterstützung im Werteverlauf ein Trend festgestellt, wird der Fähigkeitskennwert mit dem Trend berechnet. Die Ursache für den Trend ist festzustellen.
Warum 6 * sg als Streubereich
In Richtlinien zur Berechnung der Fähigkeitsindizes Cg bzw. Cgk werden in der Regel als Streubereich des Messsystems 6 * sg herangezogen.
In anderen Leitfäden (die auf einer gemeinsamen Richtlinie von verschiedenen Automobilherstellern beruhen) wird als Streubereich des Messsystems 4 * sg verwendet.
Die Begründung hierfür lautet:
Wenn die Auflösung des Systems zur Messung nicht wesentlich unter 5% der Toleranzbreite liegt, klassiert das Messverfahren quasi die Messwerte. In diesem Fall ist als Verteilungsmodell der Messwerte die Normalverteilung nicht zutreffend. Umfangreiche praktische Versuche haben bestätigt, dass bei Messprozessen, sowohl in der industriellen Fertigungsüberwachung als auch bei Kalibrierungen in Laboratorien, die Messwertstreuung bei Wiederholmessungen mit einem Streubereich von ±2 * sg, vollständig abgedeckt ist. Das gilt bei Annahme einer Normalverteilung. Treten Werte außerhalb dieses Bereichs auf, sind diese auf eine defekte Messeinrichtung oder auf unzulässig in die Messung mit einbezogene Trends zurückzuführen. Dies ist vergleichbar mit der Bestimmung der Prozessfähigkeit oder Maschinenfähigkeit.
Für die Berechnung des Cgk Wert werde ich weiterhin 6 * sg verwenden, da dies die übliche Vorgehensweise darstellt.
Beurteilung: Interpretation der Ergebnisse und Ableitung von Maßnahmen
In der Automobilindustrie werden als Mindestandforderungen für Cg und Cgk >= 1,33 angesetzt. Diese Anforderungen können jedoch in den Unternehmen frei definiert werden. Sollten zwei Vertragspartner höhere oder niedere Werte akzeptieren, sind auch diese Werte als Anforderungen bestimmt und definiert. Gelten die Anforderungen Cg und Cgk >= 1,33 so existieren nach der Auswertung mehrere Fälle:
1. Das Messgerät ist fähig
Der Cgk Wert ist größer oder gleich 1,33.
2. Das Messgerät ist nicht fähig
Der Cgk Wert ist kleiner 1,33.
Die Messabweichung und/oder Messwertstreuung sind/ist durch geeignete Maßnahmen zu reduzieren, bis Cgk ≥ 1,33 erfüllt ist. Hinweise welche Ursachen, wie behoben werden können erhalten Sie im Abschnitt „Nicht fähige Messsysteme“.
Ist der Cg – Wert < 1,33 und wurde ein Gebrauchsnormal verwendet, so kann es sein, dass der richtige Wert xm des Normals nicht korrekt ermittelt wurde (z.B. unterschiedliche Messpunkte). Der richtige Wert xm ist zu überprüfen und gegebenenfalls anzupassen.
Ist der Cg – Wert ebenfalls < 1,33, ist durch Einstellung keine ausreichende Verbesserung zu erzielen, da die Wiederholstandardabweichung der Messprozesses zu groß ist. Eventuell ist ein anderes Messverfahren notwendig.
Hier haben Sie die Möglichkeit die MSA 1 online durchzuführen.
Messsystemanalyse Verfahren 2 – MSA Verfahren 2 im Detail
Ziel des MSA Verfahren 2: Bedienereinfluss auf das Messergebnis analysieren.
Die Messsystemanalyse Verfahren 2 ermöglicht die Fähigkeit eines Messprozesses basierend auf seinem Streuverhalten anhand von Messungen an Serienteilen zu analysieren. Das Verfahren 2 dient hierbei vor allem dazu den Bedienereinfluss auf das Messsystem zu ermitteln. Der Einfluss des Bedieners auf die Messung ist durch die Messeinrichtung möglichst auszuschließen. Ist ein Bedienereinfluss bei einer Messeinrichtung gegeben, so muss dieser Einfluss untersucht werden. Ein Bedienereinfluss ist zum Beispiel vorhanden, wenn:
- die Messung manuell ausgeführt wird (z. B. Messungen mit einem Messschieber),
- der Messablauf nicht automatisiert (z. B. als CNC-Programm) ausgeführt wird,
- die Auswertung der Rohdaten vom Bediener beeinflusst wird (z. B. Festlegung von Gültigkeitsbereichen eines gemessenen Konturprofils),
- kein Spannmittel vorhanden ist, in dem die Messobjekte in eindeutig reproduzierbarer Lage aufgenommen werden,
- ein Spannmittel zwar vorhanden ist, die Spannkräfte aber von der Kraft abhängen mit der der Bediener das Spannmittel bedient,
Ist kein Bedienereinfluss vorhanden kann Verfahren 3 angewendet werden. Ein Bedienereinfluss ist nur dann ganz auszuschließen, wenn der Messprozess komplett automatisiert abläuft. Dies schließt das Beschicken der Messeinrichtung ein. Anhand des Kennwertes %GRR wird beurteilt, ob eine Messeinrichtung unter Berücksichtigung aller Einflussgrößen für die vorgesehene Messaufgabe geeignet ist. Ist diese Bedingung nicht vorhanden, wird der Messwert durch verschiedene Komponenten beeinflußt, die im Folgenden erläutert werden.
Jeder Messwert einer Messung setzt sich zusammen aus dem Gesamtmittelwert der Messwerte, dem Einfluss von Prüfer, dem Einfluss des Teils, dem Einfluss des Zusammentreffens von Prüfer und Teil (Wechselwirkungseinfluss), sowie der Restabweichung (Einfluss des Messmittels).
Messwert von Prüfer an Teil in Wiederholung =
Gesamtmittelwert
+ Einfluss vom Prüfer
+ Einfluss vom Teil
+ Einfluss von (Prüfer misst Teil)
+ Restabweichung.l
Um die Einflüsse getrennt beurteilen zu können, zerlegt man zunächst die Summe er quadratischen Abweichungen über alle Messwerte in Teilsummen und berechnet daraus dann die Varianzen.
Bei der Durchführung von Verfahren 2 sollte darauf geachtet werden, dass der Ablauf möglichst dem späteren realen Ablauf der Messung entspricht. Nur so lassen sich Aussagen aus der Durchführung von Verfahren 2 für das reale Messsystem ableiten.
Voraussetzung für das MSA Vefahren 2: Anforderungen an Teile, Prüfer und Messablauf.
Das Verfahren 2 darf nur nach erfolgreichem Nachweis der Eignung aus Verfahren 1 durchgeführt werden.
Excel Vorlage MSA Verfahren 2
Eine manuelle Berechnung des Nachweises zur MSA Verfahren 2 ist sehr aufwändig. Ich habe für Sie eine Excel Vorlage erstellt. Die Vorlage ist nur mit aktivierten Makros lauffähig (Excel mit Makros).
MSA Typ 2 – ANOVA Messsystemanalyse Excel-Vorlage herunterladen
Alternativ zur Excel Vorlage können Sie auch Standard – Statistik Software benutzen.
Ablauf der Messung MSA Verfahren 2
1. Schritt
Festlegung der Anzahl von Prüfern (k >= 2), die Auswahl von 10 Messobjekten (n >= 5), die möglichst über den Toleranzbereich verteilt sind und die Anzahl der Messungen pro Prüfer (r>=2). Dabei muss das Produkt k * r * n grösser gleich 30 sein: k * r * n >= 30.
Standardfall: 2 Prüfer, 10 Teile mit 2 Messreihen pro Prüfer.
2. Schritt
Die Teile werden nummeriert. Um den Einfluss des Messobjekts, z.B. die Teilegeometrie, auszuschliessen, wird die Messposition gekennzeichnet oder dokumentiert. Die Umgebungsbedingungen (zum Beispiel Temperatur, Bediener, Schwingungen usw.) sind zu dokumentieren.
3. Schritt
Der erste Bediener des Systems stellt die Messeinrichtung ein und ermittelt die Werte des Merkmales der Messobjekte in der durch die Nummerierung vorgegebenen Reihenfolge und nach der gültigen Vorschrift unter Beachtung der Position der Messung. Die Messwerte werden dokumentiert. In derselben Reihenfolge und nach derselben Verfahrensweise ermittelt der erste Bediener des Gerätes die Merkmalswerte der Messobjekte ein zweites Mal. Die Messergebnisse der zweiten Messung dürfen von den Ergebnissen der ersten Messung nicht beeinflusst werden. Während der Durchführung der Untersuchung sind Veränderungen an der Messeinrichtung nicht zulässig.
Hinweis:
Die hier empfohlene Reihenfolge für den Messablauf kann oftmals aus praktischen Gegebenheiten nicht eingehalten werden. Daher empfiehlt sich, die Reihenfolge des Messablaufs je nach Messaufgabe in Absprache zwischen Kunde und Lieferant individuell festzulegen und entsprechend zu dokumentieren.
- Schritt 3 ist mit jedem weiteren Prüfer zu wiederholen. Die jeweiligen Messergebnisse sollten während der Durchführung der Messung den anderen Prüfern nicht bekannt sein.
- Nach der Erfassung der Daten werden die Daten per Software berechnet. In unserem Fall werden wir hierzu das sich in Vorbereitung findende Excel Blatt benützen.
Auswertung MSA Verfahren 2
Das Verfahren 2 lehnt sich an die AIAG MSA 4th an. AIAG empfiehlt:
- drei (r=3) Messungen je Teil
In Ausnahmefällen ist es auch erlaubt bei Anzahl Teile >= 10 mindestens 2 Messreihen durchzuführen oder bei Teileanzahl 5 – 9 mindestens 3 Messreihen durchzuführen - die Gesamtstreubreite TV grundsätzlich als Bezugsgröße für GRR
- die Kennzahl ndc (number of distinct categories) sollte nicht kleiner als 5 sein.
Der ndc wird immer abgerundet. Der Faktor 1,41 (=√2) hat nichts mit einem 97%-Vertrauensbereich zu tun, wie in der MSA geschrieben, sondern folgt aus der Ermittlung der Streuanteile aus dem ISO-Plot.
MSA 2 – Messsystemanalyse Verfahren 2 Formeln
Die Bestandteile der Messsystemanalyse Verfahren 2 berechnen sich mit den folgenden Formeln.
Wie ist die Einhaltung der Gesamtstreuung %GRR als Ergebnis der MSA 2 zu bewerten?
Als Basis für die Bewertung der Messsystemanalyse und Messsystemfähigkeit gelten die aktuell festgelegten Grenzwerte. Dies sind
- % GRR <= 10 % Messprozess (als Prüfprozess) fähig
- 10 % < % GRR <= 30 % Messprozess (als Prüfprozess) bedingt fähig
- % GRR > 30 % Messprozess (als Prüfprozess) nicht fähig (ungeeignet)
Bezugsgröße für %GRR ist die Toleranz des gemessen Merkmals. Wird die Fähigkeit nicht erreicht, liegt die Ursache nicht zwingend im Messmittel begründet. Die Ursache kann zum Beispiel auch im Merkmal des Teiles liegen. Diese Ursache ist zu untersuchen.
Messsystemanalyse Verfahren 3 – MSA Verfahren 3
Die Messsystemanalyse Verfahren 3 ist ein Sonderfall des Verfahrens 2. Das Verfahren 3 setzt voraus, daß bei den Messungen kein Bedienereinfluß vorhaden ist. Diese Voraussetzung liegt üblicherweise vor, wenn
- der Messablauf und die folgende Auswertung ohne Bedienereinfluß ablaufen
- die Lage des Messobjektes eindeutig vorgegeben ist und die Spannkräfte für das Objekt vom Bediener nicht beeinflußt werden können
Die Entscheidung für die Verwendung des Verfahrens wird im Einzelfall entschieden. Im Zweifelsfall ist das Verfahren 2 zu verwenden.
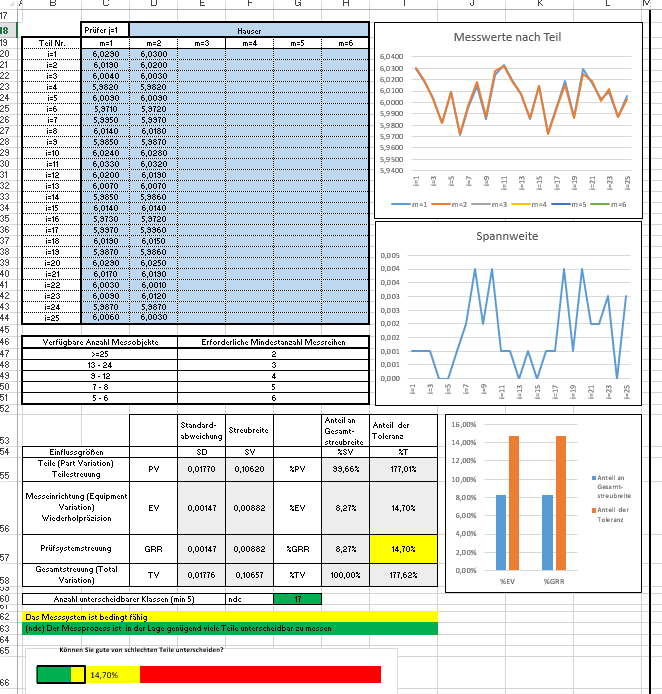
Die Untersuchung wird mit mindestens 25 wiederholbar messbaren, zufällig ausgewählten Serienteilen durchgeführt. Die Werte des zu messenden Merkmals sollten möglichst innerhalb der Toleranz liegen. Die Serienteile werden in zufälliger Reihenfolge in mindestens 2 Durchgängen vermessen.
Stehen nicht genügend Teile zu Verfügung, muss die erforderliche Anzahl der Messreihen angepaßt werden. Die Werte für die Anpassung können der nachfolgenden Tabelle entnommen werden.
| Verfügbare Anzahl Messobjekte | Erforderliche Mindestanzahl Messreihen |
| >=25 | 2 |
| 13 – 24 | 3 |
| 9 – 12 | 4 |
| 7 – 8 | 5 |
| 5 – 6 | 6 |
Messsystemanalyse Verfahren 3 Excel Vorlage nach Anova
Eine manuelle Berechnung des Nachweises zur MSA Verfahren 3 mit dem Anova Verfahren ist sehr aufwändig. Ich habe für Sie eine Excel Vorlage erstellt. In der Excel Vorlage sind die Beispieldaten in einem separaten Blatt mit Minitab berechnet, sodaß Sie die Berechnung verifizieren können.
MSA Typ 3 – Messsystemanalyse Excel-Vorlage herunterladen
Messsystemanalyse Verfahren 4 Linearität
Lineare Messsysteme sind der Untersuchungsgegenstand der Messsystemanalyse Verfahren 4. Ziel des MSA Verfahren 4 ist der Nachweis über die Linearität zwischen den zu messenden physikalischen Werten eines Merkmals und den vom Messmittel ermittelten Werten. Es wird hierbei ermittelt, ob sich die systematische Messabweichung des Messsystemes innerhalb von Grenzen bewegt, die für die Messung noch akzeptabel sind.
Messeinrichtungen unterliegen der Prüfmittelüberwachung. Die Linearität eines Messmittels wird in der Regel vom Hersteller deklariert und im Rahmen der Prüfmittelüberwachung nachgewiesen.
Sollte die Linearität nachgewiesen werden, kann dies mithilfe des MSA Verfahren 1 vollzogen werden. Unter Berücksichtigung des Messbereiches werden mehrere Normale mit unterschiedlichen Referenzwerten ausgewählt, die den Messbereich ausreichend repräsentativ darstellen. Mit diesen Normalen wird jeweils das Verfahren 1 für den Referenzwert durchgeführt und somit die Fähigkeit, bezogen auf den Referenzwert bestätigt.
Messsystemanalyse Verfahren 7 – attributives Verfahren
Ziel der Messsystemanalyse Verfahren 7 oder MSA 7 ist die Bewertung der Fähigkeit eines Prüfprozesses bezüglich eindeutiger Prüfentscheide bei diskreten oder diskretisierten kontinuierlichen Merkmalen. Die MSA 7 wird auch als Prüfverfahren für die attributive Prüfung bezeichnet. Dabei ist das Verfahren ist mit und ohne kontinuierliche Referenzwerte durchführbar.
Wie wird die MSA 7 durchgeführt?
Die Untersuchung wird mittels eines Referenzloses durchgeführt, das sich aus Referenzteilen zusammensetzt, deren diskrete Merkmalswerte vor Beginn der Prüfung ermittelt und dokumentiert werden. Sofern kontinuierliche Merkmalswerte der Referenzteile ermittelt werden können, müssen diese
durch Messung ermittelt und dann ausgewertet werden.
Eine entsprechende Vorlage stellen wir hier zu Verfügung.
MSA Typ 7 – Attributive Messsystemanalyse Excel-Vorlage herunterladen
Es werden Referenzteile benötigt, deren Merkmalswerte einen Bereich überdecken, der etwas unterhalb von UGW – U beginnt und etwas oberhalb von OGW + U endet. Das Messergebnis zu jedem Referenzteil wird dokumentiert.
Anschließend wird jedes Referenzteil entsprechend seinem Messergebnis einer zählbaren Kategorie eindeutig zugeordnet (Diskretisierung). Das Ergebnis wird dokumentiert: z. B. „innerhalb Toleranz /
außerhalb Toleranz“ oder „gut“ / „schlecht“ und einem entsprechende nnumerische Codes wie z. B. „1“ / „0“.
Die Referenzteile werden als Prüfobjekte eingesetzt und in zufälliger, dem Prüfpersonal unbekannter Reihenfolge mit dem (z. B. nach Prüfplan) festgelegten Prüfmittel und Prüfverfahren oder einer automatisierten
Prüfeinrichtung unter Serienbedingungen bewertet, indem sie einer Bewertungskategorie zugeordnet werden.
Die Eindeutigkeit der Prüfentscheide wird anhand paarweiser Übereinstimmungen der einzelnen Prüfergebnisse bewertet. Als quantitatives Maß wird die Kenngröße („Kappa“) verwendet. Die Auswertung bei Bosch wird nach „Fleiss Kappa“ vorgenommen.
Messsystemanalyse (MSA) Verfahren 7 – attributive Prüfung – Sonderfall Prüfautomat
Eine Sonderform der MSA 7 ist die attributive Prüfungen von Prüfautomation. Als Beispiel gilt eine mechanischer Sortiertopf, mit dem Materialein mit bestimmten Attributen sortiert werden. Dies können zum Beispiel Schrauben mit bestimmten Formen oder Abmessungen sein.
Können die Bewertungen durch die Handhabung und/oder die Subjektivität des Prüfpersonals beeinflusst werden (z.B. bei manuellen Lehren- oder Sichtprüfungen), müssen die Prüfobjekte von mehreren (mindestens 3) Prüfern, jeweils in mehreren Durchgängen (mindestens 3) bewertet werden.
Wenn Handhabung und/oder Subjektivität keine Rolle spielen (z. B. bei Prüfautomaten), müssen die Prüfobjekte in mehreren (empfohlen mindestens 6) Prüfdurchgängen geprüft werden.
In beiden Fällen ist die Reihenfolge der Prüflinge für jeden Prüfdurchgang zufällig zu wählen. Die Prüfergebnisse sind zu dokumentieren.
MSA Typ 7 Attributive Messsystemanalyse Excel-Vorlage herunterladen
Vorgehensweise „Nicht fähige Messsysteme“
Nach der Durchführung der einzelnen Verfahren ist der Fähigkeitsnachweis erbracht. Konnte dieser aufgrund der Ergebnisse nicht erbracht werden, wird folgender Ablauf zur Problemlösung vorgeschlagen. Dies lässt sich auch wie folgt zusammenfassen:
- Ursachenanalyse: Verwenden Sie die 5M-Methode (Mensch, Material, Methode, Maschine, Umwelt), um die möglichen Ursachen für die unzureichende Messmittelfähigkeit zu identifizieren.
- Messsystem überprüfen: Überprüfen Sie Ihre Messeinrichtung, die Einstellnormale, die Messorte, die Hilfsmittel und die Umgebungsbedingungen.
- Messmethode anpassen: Überprüfen Sie die Messgeschwindigkeit, Einschwingzeiten, Mehrpunktmessungen und die Auswertemethoden.
- Geeignetere Messmittel beschaffen: Prüfen Sie, ob Messmittel mit einer höheren Auflösung, Linearität oder Bedienerunabhängigkeit verfügbar sind.
- Merkmale und Toleranzen überprüfen: Prüfen Sie, ob die Toleranzen und Messstrategie für das jeweilige Merkmal geeignet sind.
- Sonderregelungen: Wenn eine der oben genannten Maßnahmen keine Abhilfe schafft, sind gegebenenfalls Sonderregelungen erforderlich (z.B. Stabilitätsüberwachung).
1. Schritt: Messsystem überprüfen, verbessern
1. Messeinrichtung, Einstellnormale
- Mess-, Spann-, Niederhaltekräfte
- Messorte, Definition Messstellen
- Aufnahmen, Fluchtung Prüfling, Messtaster
- Antastelemente; Güte Einstellnormal(e)
- Führungen, Reibung, Verschleiß
- Positionierung, Verkippung Prüfling
- Messablauf; Warmlaufphase, …
2. Messverfahren, -strategie
- Bezugselement, Basis für Aufnahme
- Messgeschwindigkeit, Einschwingzeiten
- Mehrpunktmessungen bzw. Scannen anstatt Einzelmesswert, …
- Mittelwert aus Wiederholungsmessungen
- Messtechnik-, Statistik-Software
- Kalibrierkette, Einstellverfahren, … (z.B. vor jeder Messung neu einstellen)
3. Umgebungsbedingungen
- Erschütterungen, Schwingungen
- Staub, Ölnebel, Zugluft, Feuchtigkeit
- Temperaturschwankungen
- Elektrische Störungen, Spannungsspitzen
- Energieschwankungen (Luft, Strom,..)
4. Prüfling
- Sauberkeit, Waschrückstände
- Oberflächenbeschaffenheit, Grate – Formfehler, Bezugsbasis
- Materialeigenschaften
- Temperaturkoeffizient, …
5. Bediener
- Eingewiesen, geschult
- Sorgfalt, Handhabung
- Sauberkeit, (Hautreste, Handfett,…)
- Wärmeübertragung, …
2. Schritt: Genaueres Messsystem beschaffen
Mögliche Maßnahmen:
- Auflösung < 5%
- Lineare Systeme einsetzen
- Absolut messende Systeme bevorzugen (digital inkremental anstatt analog induktiv)
- Robuste Messeinrichtung (Lagerungen, Führungen, Messhebel, Übertragungselemen-te,…)
- Bedienerunabhängige Messeinrichtung
- Neue (berührungslose) Messverfahren, …
3. Schritt: Merkmals-, Toleranz-, Prozessbetrachtung
Mögliche Maßnahmen :
- Merkmal auf Funktionsabhängigkeit überprüfen (ggf. neues Merkmal definieren z.B. anstelle Rundheit)
- 100% verlesen mit reduzierten Toleranzen
- Messsystemstreuung von Toleranz abziehen
- Auswirkungen auf Prozessregelung und Prozessfähigkeit berücksichtigen
- Toleranz anpassen (statistische Tolerierung; Toleranz und Prozessstreuung gegenüberstellen; Toleranzehrlichkeit!) – Abstimmung mit Fertigungsplanung, Produktion, Qualitätssicherung, Entwicklung, Kunde
4. Schritt: Sonderregelung
- Zusätzliche Absicherung (z.B. Stabilitätsüberwachung, zusätzlicher Regelkreis, genaue-res Messmittel im Feinmessraum, Funktionsabsicherung, -überprüfung)
- Zeitlich befristete Sonderregelung treffen -Abstimmung mit Messtechnikexperten, Fertigungsplanung, Produktion, Qualitätssicherung, Entwicklung, Kunde
- Regelung z.B. jährlich neu bewerten gemäß Schritt 1 bis 4 und ggf. Regelung überarbeiten bzw. für weitere Zeitspanne bestätigen
- Anmerkung: Es ist zu beachten, dass nicht immer die Messeinrichtung der Verursacher eines nicht geeigneten Messprozesses ist. Oftmals sind die Urheber die Umgebung und die Messstrategie.
MSA 2 mit der Statistik Software R berechnen
Seit kurzem habe ich noch eine Alternative zu Excel gefunden. Zur Berechnung der Daten zur MSA 2 Anova läßt sich auch sehr gut die kostenlose Statistik Software R verwenden.
Für das obige Beispiel der MSA 2 habe ich die Daten in R übernommen. Anschließend habe ich die Berechnungen und Diagramme durch R erstellt. Die Ergebnisse decken sich mit den Excel Berechnungen und validieren somit noch einmal die Richtigkeit der Berechnungen für das obige Beispiel. Anbei die Ergebnisse und Diagramme.
Die Daten erhaltet Ihr so auch in ähnlicher Form aus anderen Programmen zur Statistik.
Hier seht Ihr den Plot der Daten. Dies sieht nicht so schön aus, wie in anderen Programmen. Ich halte dies jedoch für eine gute Möglichkeit zur Überprüfung der eigenen Berechnungen in Excel.
Ich finde das Ergebnis eigentlich sehr ansprechend. Natürlich muss man die Ergebnisse dann noch interpretieren und die richtigen Schlüsse ziehen. Als kostenlose Alternative zu den Standard Statistik Programmen ist dies jedoch durchaus denkbar.
Zusammenfassung
Die Messsystemanalyse ist ein essentielles Werkzeug für jeden Qualitätsmitarbeiter. Dieser Artikel hat Ihnen gezeigt, wie die MSA in der Praxis umgesetzt werden kann. Wir haben die verschiedenen Verfahren beleuchtet, die wichtigsten Anforderungen an ein Messsystem erläutert und Ihnen konkrete Handlungsempfehlungen mit auf den Weg gegeben. Vergessen Sie nicht, unsere kostenlosen Excel-Vorlagen herunterzuladen, um Ihre MSA-Analysen zu beschleunigen und zu vereinfachen. Durch die korrekte Anwendung der MSA können Sie Ihre Prozesse optimieren, Fehler reduzieren und sich auf Ihre Messergebnisse verlassen.
Anhang
Symbole und Abkürzungen
| %AV | AV bezogen auf eine Bezugsgröße (z. B. Toleranz) |
| %EV | EV bezogen auf eine Bezugsgröße (z. B. Toleranz) |
| %GRR | GRR bezogen auf eine Bezugsgröße (z. B. Toleranz) |
| %PV | PV bezogen auf eine Bezugsgröße (z. B. Toleranz) |
| AV | Prüferstreuung / Vergleichpräzision (engl. Appraiser Variation / Reproducibility) |
| Cg | potentieller Fähigkeitsindex (ohne Berücksichtigung der systematischen Messabweichung) C – engl. capability (dtsch. Fähigkeit); g – engl. gauge (dtsch. Messgerät) |
| Cgk | kritischer Fähigkeitsindex (mit Berücksichtigung der systematischen Messabweichung) k – jap. katayori (dtsch. systematische Abweichung) |
| EV | Messmittelstreuung / Wiederholpräzision (engl. Equipment Variation / Repeatability) |
| f | Anzahl Freiheitsgrade |
| GRR | Wiederhol- und Vergleichpräzision des Messprozesses (engl. Gauge Repeatability and Reproducibility); Gesamtstreuung des Messprozesses, d.h. frei von Streuungsanteilen aus der Fertigungsstreuung der Teile (Messobjekte) |
| i | Laufindex (Nummer) der Stichprobenelemente: Messwerte und/oder Teile (Messobjekte) in der Stichprobe (1 < i < n) |
| k | Anzahl Prüfer |
| n | Stichprobenumfang: Anzahl Messungen und/oder Teile (Messobjekte) in der Stichprobe |
| ndc | Anzahl unterscheidbarer Klassen innerhalb der Streubreite der Messobjekte (engl. number of distinct categories) |
| OEG | obere Eingriffsgrenze der x -Stabilitätskarte |
| OEGs | obere Eingriffsgrenze der s-Stabilitätskarte |
| OGW | spezifizierter oberer Grenzwert |
| OGW* | natürlicher (physikalisch bedingter) oberer Grenzwert |
| OGW0 | obere Akzeptanzgrenze für Messwerte z bei einseitigem oberen Grenzwert OGW (ohne natürliche Untergrenze) |
| PV | Teilestreuung (engl. Part Variation) |
| r | Anzahl Messreihen (Anzahl Messungen je Messobjekt) |
| s | Standardabweichung der Messwerte xi |
| T | Toleranz (des zu messenden Merkmals) |
| TV | Gesamtstreuung (engl. Total Variation) des Messprozesses und der Teile (Messobjekte) |
| U | Messunsicherheit, die einem Messergebnis zugeordnet ist |
| UGW | spezifizierter unterer Grenzwert |
| UGW* | natürlicher (physikalisch bedingter) unterer Grenzwert |
| UGW0 | untere Akzeptanzgrenze für Messwerte z bei einseitigem unteren Grenzwert UGW (ohne natürliche Obergrenze) |
| Ukal | Unsicherheit der Kalibrierung (in der Regel im Kalibrierschein des Normals dokumentiert) |
| xi | Messwert Nr. i |
| x | Mittelwert der Messwerte xi |
| xm | Referenzwert des Referenzteils (engl. master) |
Quellen / Literatur
[1] „DIN 55350:2021-10, Begriffe zum Qualitätsmanagement“, Beuth Verlag GmbH. doi: 10.31030/3270647.
[2] Bosch, „Bosch Heft Nr. 10 – Fähigkeit von Mess- und Prüfprozessen“. 04 2022. Verfügbar unter: https://assets.bosch.com/media/global/bosch_group/purchasing_and_logistics/information_for_business_partners/downloads/quality_docs/general_regulations/bosch_publications/booklet-no10-faehigkeit-von-mess-und-pruefprozessen_DE.pdf
[3] B. Brinkmann, Internationales Wörterbuch der Metrologie: grundlegende und allgemeine Begriffe und zugeordnete Benennungen (VIM); deutsch-englische Fassung ISO/IEC-Leitfaden 99:2007, korrigierte Fassung 2012 = Vocabulaire international de métrologie = International vocabulary of metrology, 4., erw. Aufl. Berlin Wien Zürich: Beuth, 2012.
[4] E. Dietrich und A. Schulze, Eignungsnachweis von Prüfprozessen: Prüfmittelfähigkeit und Messunsicherheit im aktuellen Normenumfeld ; mit 37 Tabellen. München: Hanser, 2003.
[5] A. Webmaster, „(MSA) Measurement System Analysis | AIAG“. https://www.aiag.org/quality/automotive-core-tools/msa (zugegriffen 17. April 2022).
[6] A. Webmaster, „IATF 16949-2016 | AIAG“. https://www.aiag.org/quality/iatf-16949-2016 (zugegriffen 17. April 2022).
[7]„Band 05 Mess-u. Prüfprozesse_07/2021“, VDA QMC Webshop. https://webshop.vda.de/QMC/band-05_072021 (zugegriffen 17. April 2022).
[8] Rinne, H., & Mittag, H.-J. (1989). Statistische Methoden der Qualitätssicherung. Hanser. ISBN 3-446-15503-1
[9] Masing, W., Pfeifer, T., & Schmitt, R. (Hrsg.). (2007). Handbuch Qualitätsmanagement (5., vollst. neu bearb. Aufl). Hanser. ISBN 978-3-446-40752-7
[10] Measurement Systems Analysis: Reference manual (4. ed). (2010). Chrysler Group. ISBN 978-1-60534-211-5
Weitere wichtige Inhalte für Ihr Projekt!
Folgen Sie den einzelnen, unten stehenden Links und Sie gelangen zum Thema und den entsprechenden Excel Dateien. Das Bild mit allen Links zu den Themen können Sie als pdf (Werkzeuge_20150722_4_als_pdf) downloaden.
Die Excel Vorlagen für die Lean Tools laden Sie in dieser Excel Datei (Toolbox.xlsx) runter.
Das Komplettpaket Excel Vorlagen Messsystemanalyse und Prozessfähigkeit können Sie hier anfordern.
Organisieren – Define Phase
Messen – Measure Phase
- Pareto Diagramm
- Konfidenzintervall
- Boxplot Diagramm
- Ursache Wirkungs Diagramm
- Qualitäts Kennzahlen
- Ishikawa Diagramm
- Prozesskennzahlen
- Kick off
- Sipoc
Analysieren – Measure Phase
- Messsystemanalyse Verfahren 1
- Messsystemanalyse Verfahren 2
- Messsystem fähig?
- Messsystem Analyse Verfahren 3
- Projektplan
- Messwert normalverteilt Anderson Darling
- Wahrscheinlichkeitsnetz
- Prozess / Maschine fähig? cp / cpk ausreichend?
- SPC Statistische Prozesskontrolle
Häufige Fragen zur Messsystemanalyse (MSA)
Was ist die Messsystemanalyse (MSA) im Qualitätsmanagement?
Die Messsystemanalyse (MSA) ist ein strukturiertes Verfahren zur Beurteilung der Eignung von Messmitteln und Messsystemen. Sie bewertet, ob ein Messsystem in der Lage ist, Produktmerkmale zuverlässig und wiederholbar zu messen. Im Qualitätsmanagement ist die MSA Voraussetzung für valide Prozessfähigkeitsuntersuchungen und wird in IATF 16949 und VDA gefordert.
Was ist die Messsystemanalyse (MSA) in Six Sigma?
In Six Sigma ist die MSA Teil der Measure-Phase (DMAIC). Bevor Prozessdaten analysiert werden, wird mit der MSA sichergestellt, dass das Messsystem selbst nicht die Hauptquelle der beobachteten Variation ist. Eine unzureichende Messsystemfähigkeit verfälscht Prozessfähigkeitswerte (Cp, Cpk) und führt zu falschen Handlungsempfehlungen.
Wann ist eine Messsystemanalyse erforderlich?
Eine MSA ist immer dann erforderlich, wenn Messergebnisse zur Beurteilung von Produkten oder Prozessen herangezogen werden – insbesondere bei Erstmusterprüfungen (PPAP/PPF), bei der Einführung neuer Messmittel, nach Reparaturen oder Kalibrierungen und bei der Erfüllung von Kundenanforderungen nach IATF 16949 oder VDA 5.
Was ist der Unterschied zwischen MSA Verfahren 1 und Verfahren 2?
MSA Verfahren 1 (Typ 1-Studie) bewertet die Fähigkeit eines einzelnen Messmittels durch wiederholte Messungen eines Referenzteils durch einen Prüfer – es werden Bias (Messabweichung) und Wiederholbarkeit bewertet. MSA Verfahren 2 (Gage R&R, Typ 2-Studie) bewertet zusätzlich die Reproduzierbarkeit durch mehrere Prüfer an mehreren Teilen – der gesamte Messsystemfehler wird erfasst.
Was bedeutet %GRR und welcher Wert ist akzeptabel?
%GRR (Gauge Repeatability and Reproducibility) gibt den prozentualen Anteil der Messsystemstreuung an der Gesamtstreuung an. Laut AIAG MSA Reference Manual gilt: unter 10 % = akzeptabel, 10–30 % = bedingt akzeptabel (je nach Anwendungsfall), über 30 % = nicht akzeptabel. Ein %GRR unter 10 % bedeutet, dass das Messsystem weniger als 10 % zur beobachteten Gesamtstreuung beiträgt.