Qualitätskennzahlen sind statistische Kennzahlen zur Bewertung der Qualität. Sie messen die Leistung und Qualität eines Prozesses, eines Produktes oder eines Services. Qualitätskennzahlen dienen bei Prozessen, Produkten oder Leistungen insbesondere zur:
- Erlangung von objektiven Informationen
- Steuerung , insbesondere zur Festlegung von IST- und SOLL-Zuständen, sowie der Kenntlichmachung von Abweichungen
- Standortbestimmung und Erfolgsmessung
Die verschiedenen Faktoren der Qualitätskennzahlen werden im Vorfeld der Erfassung definiert. Es sind dies
| Faktor | Definition |
| Einheit | Eine gefertigtes Teil, eine bearbeitete Transaktion, ein komplettierter Service |
| Fehler | Jedes Ereignis, das die Spezifikation eines CTCs / CTBs nicht erfüllt |
| Fehlermöglichkeit | Jedes mögliche, messbare Ergebnis, das dazu führt, dass die Spezifikation eines CTCs / CTBs nicht erfüllt wird |
| Fehlerhaft | Eine Einheit mit einem oder mehreren Fehlern |
Bei der Definition und Messung der Qualitätskennzahlen ist zu beachten, daß:
- Fehlermöglichkeiten aus Kundensicht definiert sind
- Fehlermöglichkeiten pro Einheit vor und nach Prozessverbesserungen konstant gehalten werden, damit Sigma-Werte vergleichbar werden
- Sigma-Werte vergleichbar sind, da unterschiedliche Fehlermöglichkeiten berücksichtigt werden
- Prozesse von höherer Komplexität eine höhere Anzahl von Fehlermöglichkeiten haben
- Nur diejenigen Fehlermöglichkeiten berücksichtig werden, die normalerweise vorkommen und somit keine künstlichen Probleme erfunden werden
- Sigma-Wert nicht aufgrund von künstlichen Problemen hochgetrieben werden
Als Qualitätskennzahlen Produktion sind folgende Kennzahlen wichtig:
First Pass Yield (Ertrag, Ausbeute)
Yield = (Anzahl fehlerfreier Einheiten / Anzahl Einheiten gesamt)
Entspricht im Deutschen dem Qualitätsgrad.
Y(RTP) Rolled Throughput Yield
Rolled Throughput Yield ist die Wahrscheinlichkeit, mit der eine Einheit jeden einzelnen Schritt des gesamten Prozesses fehlerfrei durchläuft. Er wird aus dem Produkt der Yields der einzelnen Prozessschritte berechnet.
Y (Norm) Normalized Yield
Normalized Yield das geometrische Mittel des Rolled Troughput Yield. Der Normalized Yield kann auch als der durchschnittliche Ertrag pro Prozessschritt verstanden werden. Achtung: Bei sehr unterschiedlichen Yields in den einzelnen Prozessschritten kann dieses Maß auch irreführend sein.
PPM Parts per million
PPM = (Defekte Teile / Teile gesamt) x 1.000.000
PPM misst die Qualität aus Kundensicht, d. h., ein Teil wird als defekt gezählt, wenn mindestens ein Fehler vorhanden ist. Dabei ist egal, ob das gelieferte Teil einen oder mehrere Fehler hat, es wird als defekt gezählt. Bei nur einer Fehlermöglichkeit entspricht der DPMO-Wert dem ppm-Wert.
DPU Defects per Unit
DPU (Defects per Unit) gibt die durchschnittliche Anzahl der Fehler pro Teil an.
DPU= (Anzahl Fehler gesamt / Anzahl Einheiten gesamt)
DPMO Defects per million opportunities
DPMO = (Anzahl der Fehler / (Anzahl der verarbeiteten Einheiten x Anzahl der Fehlermöglichkeiten pro Einheiten) ) x 1.000.000
Aus dem berechneten DPMP Wert wird aus der untenstehenden Tabelle der entsprechende Sigma Wert ermittelt.
Die drei Qualitätskennzahlen DPMO, ppm und DPU ergeben zusammen ein umfassendes Bild der Prozessleistung – es ist durchaus zu empfehlen, alle drei Kennzahlen zu nutzen.
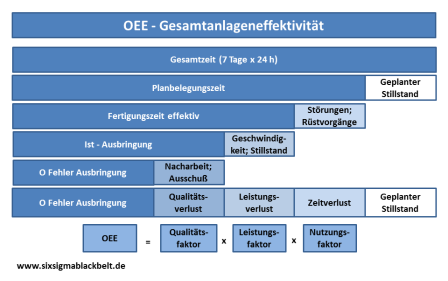
OEE Overall equipement effectiveness
Die Qualitätskennzahl OEE mißt die Gesamtanlageneffektivität. Im Beitrag zum OEE finden sie alles Wissenswerte zu diesem Begriff
Ausschußgrad
Ausschußgrad = Ausschußmenge / Gesamtmenge
Nacharbeitsgrad
Nacharbeitsgrad = Nacharbeitsmenge / Gesamtmenge
Weitere wichtige Inhalte für Ihr Projekt!
Folgen Sie den einzelnen, unten stehenden Links und Sie gelangen zum Thema und den entsprechenden Excel Dateien. Das Bild mit allen Links zu den Themen können Sie als pdf (Werkzeuge_20150722_4_als_pdf) downloaden.
Die Excel Vorlagen für die Lean Tools laden Sie in dieser Excel Datei (Toolbox.xlsx) runter.
Das Komplettpaket Excel Vorlagen Messsystemanalyse und Prozessfähigkeit können Sie hier anfordern.
Organisieren – Define Phase
Messen – Measure Phase
- Pareto Diagramm
- Konfidenzintervall
- Boxplot Diagramm
- Ursache Wirkungs Diagramm
- Qualitäts Kennzahlen
- Ishikawa Diagramm
- Prozesskennzahlen
- Kick off
- Sipoc
Analysieren – Measure Phase
- Messsystemanalyse Verfahren 1
- Messsystemanalyse Verfahren 2
- Messsystem fähig?
- Messsystem Analyse Verfahren 3
- Projektplan
- Messwert normalverteilt Anderson Darling
- Wahrscheinlichkeitsnetz
- Prozess / Maschine fähig? cp / cpk ausreichend?
- SPC Statistische Prozesskontrolle