Anleitung zur Durchführung einer Messsystemanalyse (MSA) nach Verfahren 1 für einseitig begrenzte Merkmale ohne natürliche Grenze. Diese Anleitung orientiert sich an den Prinzipien der MSA und den im vorherigen Dokument beschriebenen Methoden.
Anleitung: Messsystemanalyse Verfahren 1 für einseitig begrenzte Merkmale (ohne natürliche Grenze)
Ziel der Analyse:
- Bewertung der systematischen Messabweichung (Bias) und Wiederholbarkeit Ihres Messsystems für ein einseitig begrenztes Merkmal.
- Feststellung, ob das Messsystem für die Messung dieses Merkmals geeignet ist (im Hinblick auf Bias und Wiederholbarkeit).
- Festlegung eines Akzeptanzbereichs für einzelne Messwerte, da die klassischen Fähigkeitsindizes Cg und Cgk für Merkmale ohne natürliche Grenze nicht direkt interpretierbar sind.
Voraussetzungen:
- Kalibrierte Messeinrichtung: Stellen Sie sicher, dass die Messeinrichtung, die Sie analysieren möchten, ordnungsgemäß kalibriert ist und die Kalibrierung rückführbar ist (z.B. auf nationale oder internationale Standards).
- Referenznormal/Referenzteil: Sie benötigen ein Referenznormal oder ein Referenzteil mit einem bekannten Referenzwert für das zu messende Merkmal.
- Wichtig: Wählen Sie ein Referenznormal, dessen Referenzwert (
xm) im relevanten Bereich der Spezifikationsgrenze liegt. Für einseitig begrenzte Merkmale ist es sinnvoll, den Referenzwert in der Nähe der Spezifikationsgrenze zu wählen, um das Messsystem in diesem kritischen Bereich zu prüfen. - Dokumentation: Dokumentieren Sie die Identifikation des Referenznormals und dessen Kalibrierungsnachweis.
- Wichtig: Wählen Sie ein Referenznormal, dessen Referenzwert (
- Formblatt/Datenerfassung: Bereiten Sie ein Formblatt oder ein elektronisches Datenblatt vor, um die Messwerte systematisch zu erfassen. (Ein Beispielformular finden Sie im vorherigen Dokument).
Durchführung der Messung:
- Messreihe vorbereiten: Planen Sie eine Messreihe von mindestens 25 Messungen, idealerweise 50 Messungen.
- Messungen durchführen:
- Messen Sie das Referenznormal/Referenzteil mindestens 25 Mal (oder 50 Mal, falls geplant) mit der zu untersuchenden Messeinrichtung.
- Führen Sie die Messungen unter Wiederholbedingungen durch. Das bedeutet:
- Ein Prüfer
- Dieselbe Messeinrichtung
- Dieselbe Messmethode
- Kurzer Zeitraum
- Realitätsnah messen: Führen Sie die Messungen so durch, wie Sie auch Serienteile messen würden (Geräteeinstellungen, Handhabung, Umgebung).
- Normal neu positionieren: Nehmen Sie das Referenznormal/Referenzteil vor jeder einzelnen Messung aus der Aufspannung und legen Sie es neu ein/spannen Sie es neu. Dies simuliert die normale Variation in der Teilepositionierung.
- Messwerte erfassen: Dokumentieren Sie jeden einzelnen Messwert (
xᵢ) im vorbereiteten Formblatt.
Berechnung und Auswertung:
- Mittelwert berechnen: Berechnen Sie den Mittelwert (
x̄) aller Messwerte:x̄ = (1/n) * Σ xᵢ
wobeindie Anzahl der Messwerte ist. - Standardabweichung berechnen: Berechnen Sie die Standardabweichung (
s) der Messwerte:s = √[ (1/(n-1)) * Σ (xᵢ - x̄)² ] - Systematische Messabweichung (Bias) berechnen: Berechnen Sie den Bias als Differenz zwischen dem Mittelwert der Messwerte und dem Referenzwert des Normals:
Bias = x̄ - xm - Fähigkeitsindizes Cg und Cgk berechnen (optional, mit Einschränkung): Obwohl Cg und Cgk für einseitig unbegrenzte Merkmale ohne natürliche Grenze nicht direkt interpretierbar sind, werden sie im Dokument „Bosch Heft 10“ für Verfahren 1 dennoch berechnet. Berechnen Sie sie wie folgt (beachten Sie, dass die Toleranz
Tin diesem Fall fiktiv ist und auf Basis einer Spezifikationsgrenze und einer angenommenen zweiten Grenze berechnet wird – siehe Hinweise unten):Cg = (0.2 * T) / (6 * s) Cgk = (0.1 * T - |x̄ - xm|) / (3 * s)
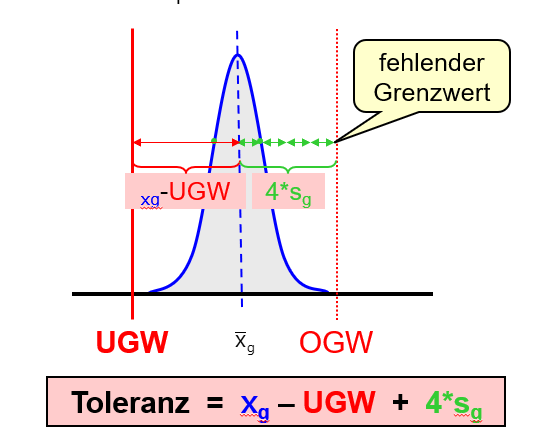
wobeiTdie fiktive Toleranz ist. Für einseitig begrenzte Merkmale können Sie eine fiktive Toleranz definieren, z.B. indem Sie einen Bereich um die Spezifikationsgrenze betrachten oder eine praktische Grenze in der anderen Richtung annehmen, aber seien Sie vorsichtig bei der Interpretation von Cg und Cgk in diesem Fall. - Akzeptanzbereich für Einzelmesswerte festlegen: Da Cg und Cgk nicht das primäre Beurteilungskriterium für einseitig unbegrenztes Merkmal sind, legen Sie einen Akzeptanzbereich für einzelne Messwerte (
z) fest. Dieser basiert auf der systematischen Messabweichung und der Streuung:- Für obere Spezifikationsgrenze (USL):
z ≤ USL + (x̄ - xm) - 4 * s = USL₀
Verwenden Sie den kritischen Grenzwert USL₀ anstelle der ursprünglichen USL. - Für untere Spezifikationsgrenze (LSL):
z ≥ LSL + (x̄ - xm) + 4 * s = LSL₀Verwenden Sie den kritischen Grenzwert LSL₀ anstelle der ursprünglichen LSL. - Anmerkung: Der Faktor
4*sin den Formeln basiert auf der Idee, dass dieser Bereich (ähnlich wie bei Cg/Cgk > 1.33) eine akzeptable Messsystemstreuung repräsentiert. Sie können diesen Faktor anpassen, wenn strengere oder weniger strenge Anforderungen gelten (z.B.5*sfür strengere,3*sfür weniger strenge). Siehe Anmerkung 5 im vorherigen Dokument.
- Für obere Spezifikationsgrenze (USL):
Bewertung und Interpretation:
- Bias bewerten: Beurteilen Sie den Bias (
x̄ - xm). Ein geringer Bias ist wünschenswert. Bewerten Sie den Bias relativ zur Toleranz des Merkmals (falls eine Toleranz definiert ist oder fiktiv angenommen wurde) oder anhand Ihrer internen Qualitätskriterien. - Wiederholbarkeit bewerten: Beurteilen Sie die Wiederholbarkeit anhand der Standardabweichung (
s). Eine kleine Standardabweichung deutet auf eine gute Wiederholbarkeit hin. - Fähigkeitsindizes Cg und Cgk bewerten (mit Vorsicht): Falls Sie Cg und Cgk berechnet haben, interpretieren Sie diese vorsichtig und nur als zusätzliche Information. Da keine natürliche zweite Grenze existiert, spiegeln diese Indizes nicht die Prozessfähigkeit im klassischen Sinne wider. Richtwerte von Cg > 1.33 und Cgk > 1.33 können als allgemeine Orientierung dienen, sind aber weniger aussagekräftig als bei zweiseitigen Merkmalen.
- Akzeptanzbereich für Einzelmesswerte bewerten: Der wichtigste Output ist der Akzeptanzbereich (USL₀ oder LSL₀). Dieser angepasste Grenzwert definiert, bis zu welchem Wert einzelne Messwerte im nachfolgenden Fertigungsprozess akzeptabel sind, unter Berücksichtigung der Messsystemvarianz und des Bias.
- Dokumentation: Dokumentieren Sie alle Schritte, Daten, Berechnungen und Ergebnisse der MSA-Studie, einschließlich der Bewertung des Bias, der Wiederholbarkeit und des festgelegten Akzeptanzbereichs.
Wichtige Hinweise für einseitig begrenzte Merkmale:
- Verteilung beachten: Die Berechnungen gehen von einer Normalverteilung der Messwerte aus. Überprüfen Sie die Verteilung Ihrer Daten, um sicherzustellen, dass diese Annahme angemessen ist.
- Fokus auf relevante Grenze: Konzentrieren Sie sich bei Verbesserungsmaßnahmen primär auf die Seite der Spezifikation, die begrenzt ist (LSL oder USL).
- Interpretation der Fähigkeitsindizes: Seien Sie vorsichtig bei der Interpretation von Cg und Cgk für einseitig unbegrenzte Merkmale ohne natürliche Grenze. Sie sind kein Ersatz für eine fundierte Bewertung von Bias und Wiederholbarkeit und die Festlegung eines Akzeptanzbereichs.
- Zusätzliche Analysen: Für einseitig begrenzte Merkmale ist es oft besonders empfehlenswert, zusätzlich zur Wiederholbarkeit auch die Linearität des Messsystems zu untersuchen (Verfahren 4), insbesondere wenn stark streuende Messergebnisse erwartet werden oder Kundenanforderungen dies erfordern.
Diese Anleitung bietet Ihnen einen Rahmen für die Durchführung der MSA Verfahren 1 für einseitig begrenzte Merkmale. Passen Sie die Schritte und Kriterien an Ihre spezifischen Anforderungen und die Art des gemessenen Merkmals an.
Quelle: Bosch Heft Nr. 10 Seite. 8 – Seite 44 ff