BIAS ist die systematische Messabweichung. Der BIAS kann selbst bei scheinbar präzisen Messgeräten auftreten. Im Rahmen der Messsystemanalyse (MSA) ist die Bewertung von Bias ein kritischer Baustein für zuverlässige Qualitätsmessungen.
Als Qualitätsmanager oder Messtechniker stehen Sie vor der Herausforderung, nicht nur die Streuung Ihres Messsystems zu bewerten, sondern auch systematische Abweichungen zu identifizieren und zu korrigieren.
Bias Messsystem MSA geht dabei über die grundlegende MSA Verfahren 4 Linearität hinaus und erfordert ein tieferes Verständnis der Messtechnik.
Was ist Bias in der Messsystemanalyse?
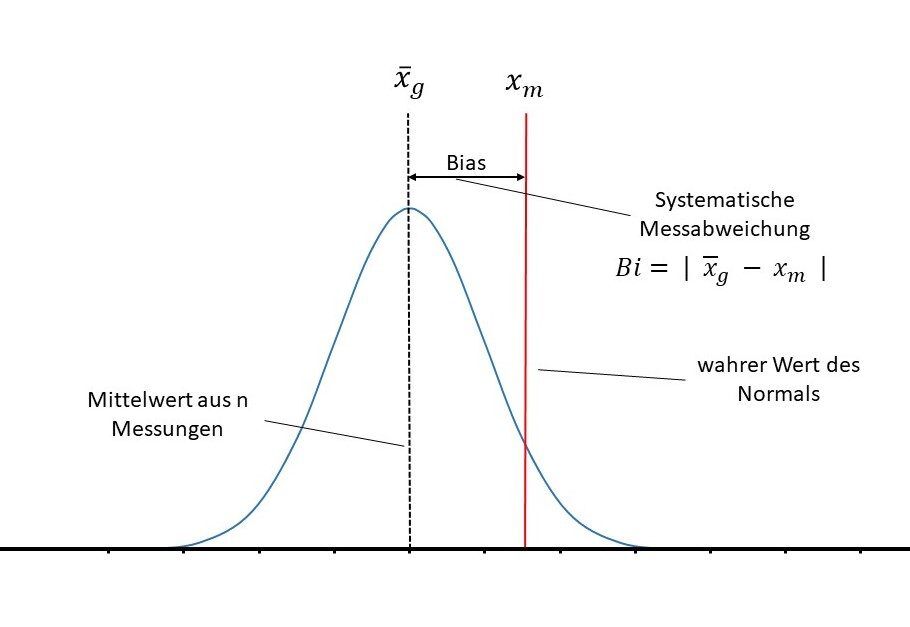
Bias bezeichnet die systematische Abweichung zwischen dem wahren Wert eines Merkmals und dem Mittelwert der Messungen. Anders als zufällige Messabweichungen tritt Bias konsistent in eine Richtung auf – das Messsystem zeigt entweder durchgehend zu hohe oder zu niedrige Werte an.
Bias vs. Linearität: Der wichtige Unterschied
Während Linearität die Konstanz des Bias über den gesamten Messbereich beschreibt, bezieht sich Bias auf die absolute Abweichung an einem spezifischen Messpunkt. Ein Messsystem kann bei einem Referenzwert einen perfekten Bias von null haben, aber dennoch eine schlechte Linearität aufweisen, wenn der Bias bei anderen Messwerten deutlich abweicht.
BIAS Beispiel aus der Praxis:
- Referenzwert: 100,0 mm
- Gemessene Werte: 100,2 / 100,1 / 100,3 / 100,2 / 100,1 mm
- Mittelwert: 100,18 mm
- Bias = 100,18 – 100,0 = +0,18 mm
Bias-Berechnung nach MSA Verfahren 4
Die systematische Bewertung von Bias erfolgt nach einem standardisierten Vorgehen, das Teil der MSA Verfahren ist:
Schritt 1: Referenzwert bestimmen
Wählen Sie einen kalibrierten Referenzstandard aus dem mittleren Bereich Ihres typischen Messbereichs. Dieser Referenzwert sollte mit einer Messunsicherheit gemessen sein, die mindestens 10-mal geringer ist als die Toleranz des zu messenden Merkmals.
Schritt 2: Wiederholte Messungen durchführen
Führen Sie mindestens 10 Wiederholungsmessungen mit demselben Prüfer und Messgerät durch. Dokumentieren Sie jeden einzelnen Messwert sorgfältig.
Schritt 3: Bias berechnen
Bias = X̄ - Referenzwert
Wobei:
X̄ = Mittelwert der Wiederholungsmessungen
Schritt 4: Bias-Bewertung
Die Bewertung erfolgt anhand statistischer Grenzwerte:
Bias-Bewertung nach AIAG MSA:
- |Bias| ≤ 5% der Toleranz: Akzeptabel
- 5% < |Bias| ≤ 10% der Toleranz: Grenzwertig, Verbesserung empfohlen
- |Bias| > 10% der Toleranz: Nicht akzeptabel, Korrektur erforderlich
Praktische Bias-Analyse mit Excel
Für die effiziente Bias-Berechnung empfiehlt sich eine strukturierte Excel-Vorlage. Diese sollte folgende Elemente enthalten:
Excel-Aufbau für Bias-Analyse:
- Eingabebereich: Referenzwert, Toleranz, Messwerte
- Berechnungsbereich: Mittelwert, Bias, Standardabweichung
- Bewertungsbereich: Prozentuale Bias-Bewertung, Ampel-Status
- Diagramm: Visualisierung der Messabweichungen
Eine vollständige MSA Excel Vorlage mit automatischer Bias-Berechnung finden Sie in unserer kostenlosen Vorlagen-Sammlung.
Häufige Ursachen für Bias im Messsystem
Gerätebedingte Ursachen:
- Kalibrierabweichung: Systematischer Offset nach Kalibrierung
- Temperaturdrift: Thermische Expansion von Messgeräten
- Verschleiß: Mechanische Abnutzung von Messelementen
- Elektronikdrift: Alterung elektronischer Komponenten
Umgebungsbedingte Ursachen:
- Temperaturschwankungen: Unterschiedliche Prüftemperaturen
- Luftfeuchtigkeit: Einfluss auf dimensionale Messungen
- Vibrationen: Systematische Störungen durch Maschinenvibrationen
- Luftdruck: Barometrische Einflüsse bei Präzisionsmessungen
Bedienerbedingte Ursachen:
- Konstantfehler: Systematische Ablesefehler
- Handhabung: Konsistente Positionierungsfehler
- Messkraft: Ungleichmäßige Antastkräfte
Bias-Korrektur und Verbesserungsmaßnahmen
Sofortige Korrekturmaßnahmen:
- Offset-Korrektur: Mathematische Kompensation des erkannten Bias
- Rekalibrierung: Justierung des Messgeräts auf Referenzstandard
- Softwarekorrektur: Programmierung einer automatischen Bias-Kompensation
Langfristige Verbesserungen:
- Präventive Kalibrierung: Häufigere Kalibrierintervalle
- Umgebungskontrolle: Klimatisierung des Messbereichs
- Prüferschulung: Systematische Schulung zur Fehlervermeidung
- Messmittelauswahl: Upgrade auf stabilere Messgeräte
Bias im Automotive-Kontext (IATF 16949)
In der Automobilindustrie sind besonders strenge Anforderungen an die Bias-Bewertung gestellt. IATF 16949 fordert:
Automotive-spezifische Anforderungen:
- Produktfreigabe: Bias-Nachweis für alle PPAP-relevanten Messungen
- Prozessüberwachung: Kontinuierliche Bias-Kontrolle bei kritischen Merkmalen
- Lieferantenbewertung: Bias-Fähigkeit als Audit-Kriterium
- Kundenvorgaben: OEM-spezifische Bias-Grenzwerte
IATF-konforme Dokumentation:
Die Bias-Analyse muss vollständig dokumentiert werden, einschließlich:
- Verwendete Referenzstandards
- Kalibriernachweis der Standards
- Messunsicherheitsbudget
- Korrekturmaßnahmen bei Grenzwertüberschreitung
Integration in die Gesamte MSA-Strategie
Bias-Analyse sollte nie isoliert betrachtet werden, sondern als Teil einer umfassenden Messsystemanalyse:
MSA-Gesamtbetrachtung:
- MSA Verfahren 1: Prüfmittelfähigkeit (Cg, Cgk)
- MSA Verfahren 2: Gage R&R Studie
- MSA Verfahren 4: Bias und Linearität ← Fokus dieses Artikels
- MSA Verfahren 5: Stabilität über Zeit
- Kalibrierung: Rückführbarkeit sicherstellen
Entscheidungsmatrix MSA-Fähigkeit:
Nur wenn alle MSA-Komponenten (Wiederholbarkeit, Vergleichspräzision, Bias, Linearität, Stabilität) die Anforderungen erfüllen, ist das Messsystem für die vorgesehene Anwendung geeignet.
Bias-Monitoring im laufenden Betrieb
Nach der initialen Bias-Bewertung ist eine kontinuierliche Überwachung erforderlich:
Monitoring-Strategien:
- Kontrollmessungen: Regelmäßige Messung von Referenzstandards
- Trendanalyse: Statistische Auswertung von Bias-Verläufen
- Grenzwertüberwachung: Automatische Alarmierung bei kritischen Abweichungen
- Präventive Wartung: Wartungsintervalle basierend auf Bias-Trends
Fazit: Bias als Schlüssel zur Messqualität
Bias Messsystem MSA ist ein kritischer Aspekt für zuverlässige Qualitätsmessungen. Systematische Messabweichungen können selbst bei präzisen Messgeräten auftreten und die Produktqualität gefährden. Durch systematische Bias-Analyse, -Bewertung und -Korrektur stellen Sie sicher, dass Ihre Messergebnisse den wahren Wert des Merkmals korrekt wiedergeben.
Nächste Schritte für Ihre MSA-Optimierung:
- Bewerten Sie den aktuellen Bias Ihrer kritischen Messysteme
- Implementieren Sie systematisches Bias-Monitoring
- Dokumentieren Sie Ihre Ergebnisse audit-konform
- Nutzen Sie unsere kostenlosen MSA Excel-Vorlagen für effiziente Berechnungen
Implementierung effizienter und audit-konformer Messsystemanalysen. Alle Inhalte sind validiert nach AIAG MSA 4th Edition und Minitab.
Weiterführende MSA-Themen:
