Definitionen der Prozessfähigkeitsindizes 𝐶𝑝 und 𝐶𝑝𝑘 (engl. capability) sowie der Prozessleistungsindizes 𝑃𝑝 und 𝑃𝑝𝑘 (engl. performance) nach [ISO 22514-2] und [AIAG SPC] unterscheiden sich.
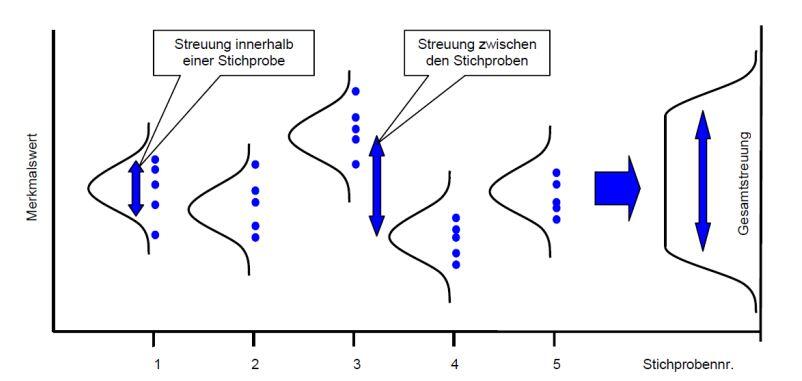
Beide Ansätze gehen davon aus, dass in bestimmten Zeitabständen Stichproben aus der gesamten
Produktionsmenge gezogen werden. Positionen und Streuungen der einzelnen Stichproben überlagern
sich zu einer Gesamtverteilung.
Die Excel Vorlagen zur Berechnung der Maschinen- und Prozessfähigkeit ermöglichen Ihnen eine schnelle Einschätzung Ihrer Leistung.
ISO 22514
Nach [ISO 22514-2] werden 𝐶𝑝 und 𝑃𝑝 nach derselben Berechnungsvorschrift ermittelt; dasselbe gilt
für 𝐶𝑝𝑘 und 𝑃𝑝𝑘:

Ob die aus den Messwerten ermittelten Berechnungsergebnisse als Prozessfähigkeit oder Prozessleistung zu interpretieren und entsprechend mit 𝐶𝑝 und 𝐶𝑝𝑘 oder 𝑃𝑝 und 𝑃𝑝𝑘 zu bezeichnen sind, entscheidet allein die Prozessstabilität.
Stabile Prozesse werden 𝐶𝑝 und 𝐶𝑝𝑘, instabile Prozesse 𝑃𝑝 und 𝑃𝑝𝑘 zugeordnet. Instabil sind insbesondere Prozesse mit signifikanten Lageunterschieden zwischen den einzelnen Stichproben, d. h. mit signifikanter Streuung der Stichprobenmittelwerte. Darüber hinaus können weitere Kriterien wie Streuung der Stichprobenvarianz und statistisch unwahrscheinliches Verhalten (Run, Trend, Middle Third) relevant sein.
Im Gegensatz zur Vorgehensweise nach [AIAG SPC] enthalten die Berechnungsergebnisse grundsätzlich immer beide Streuungsanteile, d.h. die Streuung innerhalb der Stichprobe und die Streuung zwischen den Stichproben. Die Prozessstabilitätsanalyse bewertet lediglich, ob der Streuungsanteil zwischen den Stichproben (im Vergleich zum Streuungsanteil innerhalb der Stichproben) als signifikant zu bewerten ist, ohne jedoch das numerische Berechnungsergebnis zu verändern. Insofern kann das Ergebnis ungünstiger ausfallen als nach [AIAG SPC].
AIAG SPC
Im Unterschied zu [ISO 22514-2] definiert [AIAG SPC] 𝐶𝑝 und 𝐶𝑝𝑘 ausschließlich über die Streuung innerhalb der einzelnen Stichproben, d. h. es sind keine Streuungsanteile zwischen Stichproben enthalten:

mit
und
Da der Schätzer ausschließlich aus den empirischen Stichprobenvarianzen sk² ermittelt wird, enthält er keine Streuungsanteile zwischen den einzelnen Stichproben. Dies bedeutet, dass Effekte wie z. B. Drift durch Werkzeugabnutzung nicht erfasst werden, die zwar die Position der Stichproben verändert, aber nicht unbedingt deren mittlere Streuung. Aus diesem Grund werden 𝐶𝑝 und 𝐶𝑝𝑘 auch als Kurzzeitfähigkeit (im Sinne von [AIAG SPC]) verstanden.
𝑃𝑝 und 𝑃𝑝𝑘 sind hingegen über die Gesamtstreuung aller Messwerte xik definiert, die dann zusätzlich auch die Streuungsanteile zwischen den einzelnen Stichproben enthalten:
mit
und
Bei ausreichend stabiler Prozesssituation unterscheiden sich die Ergebnisse für 𝐶𝑝 und 𝑃𝑝 nicht signifikant und sind statistisch als gleich anzusehen. Dasselbe gilt für 𝐶𝑝𝑘 und 𝑃𝑝𝑘.
In der Praxis sind Pp und Ppk in der Regel kleiner als Cp und Cpk. Es ist daher anzustreben, das Verfahren so zu optimieren, dass diese Differenz möglichst klein wird. Da der Schätzer auch mögliche Effekte wie z.B. Drift durch Werkzeugverschleiß enthält, die die Positionen der einzelnen Proben im Laufe der Zeit verändern, werden die Leistungsindizes 𝑃𝑝 und 𝑃𝑝𝑘 auch als Langzeitfähigkeit (im Sinne von [AIAG SPC]) verstanden.
Maschinenfähigkeit (Cm/Cmk) und Prozessfähigkeit (Cp/Cpk, Pp/Ppk)
Die Maschinenfähigkeitsuntersuchung (MFU) ist eine Kurzzeitanalyse, die sich auf maschinenbedingte Einflüsse konzentriert. Sie wird typischerweise bei Neuanschaffungen oder Inbetriebnahmen durchgeführt, wobei mindestens 50 aufeinanderfolgende Teile gefertigt werden. Cm und Cmk sind die zugehörigen Kennzahlen.
Die Prozessfähigkeitsuntersuchung (PFU) hingegen ist eine Langzeitanalyse unter Serienbedingungen. Sie berücksichtigt alle wesentlichen Einflussgrößen, oft als 5M bezeichnet: Mensch, Maschine, Methode, Material und Mitwelt (Umgebung). Die Untersuchung erstreckt sich über mehrere Schichten, Tage oder Wochen mit einem größeren Stichprobenumfang. Cp und Cpk sind die entsprechenden Indizes.
Pp und Ppk kennzeichnen eine vorläufige PFU, die ebenfalls unter Serienbedingungen, aber mit kürzerer Dauer und geringerem Umfang durchgeführt wird. Üblicherweise werden 25 Stichproben à 5 Teile entnommen. Diese Untersuchung dient als Prognose für das Langzeitverhalten oder wird bei geringen Stückzahlen im Serienanlauf eingesetzt.
Die Indizes Cm, Pp und Cp werden als Streuungsindizes bezeichnet, da sie nur die Streuung der Messwerte im Verhältnis zur Toleranz betrachten. Sie nutzen den Vertrauensbereich von 99,73% (6σ bei Normalverteilung).
Cmk, Ppk und Cpk sind Niveauindizes, die zusätzlich die Lage des Mittelwerts zum Sollwert berücksichtigen. Beide Indextypen verwenden jeweils die gleiche Berechnungsformel.
Ergänzend sei erwähnt, dass diese Fähigkeitsuntersuchungen entscheidend für die Qualitätssicherung in der Produktion sind. Sie helfen, Prozesse zu optimieren, Ausschuss zu reduzieren und die Kundenzufriedenheit zu steigern. Die gewonnenen Erkenntnisse fließen oft in kontinuierliche Verbesserungsprozesse (KVP) ein.“
Bei stabilen Prozessen unterscheiden sich Kurz- und Langzeitfähigkeit nicht signifikant.