Was ist 6 Sigma?
6 Sigma (6σ) ist ein Methodensystem zur Prozessverbesserung. Mithilfe eines strukturierten, statistischen 5 – Schritte – Prozesses werden Qualitätsziele innerhalb eines Produktions- oder Serviceprozesses optimiert.
6 Sigma hat hierbei das Ziel innerhalb des Prozesses die Kundenanforderungen (externer oder interner Kunden) vollständig und effizient zu erfüllen. Ist die Philosophie von Six Sigma im Unternehmen verankert, so entsteht eine Geschäftsphilosophie, die den Kundenwunsch durch ein faktenorientiertes, fokussiertes Führen in den Mittelpunkt stellt. Basis ist die 5 Schritte DMAIC Methode, die eine umfassende systematische und bewährte Methode zur Optimierung von Prozessen darstellt.
Die 5 Schritte werden als Define, Measure, Analyze, Improve und Control Schritte benannt. Oft wird die verkürzte Form auch als DMAIC Methode oder Six Sigma DMAIC Ansatz beschrieben. Unter Beachtung von mathematischen und statistischen messbaren Methoden und Variablen wird der perfekte Prozess angestrebt. Der perfekte Prozeß wird hierbei als Zustand beschrieben, bei dem die Kundenanforderung insoweit erfüllt wird, daß durch den Prozeß maximal 3,4 defekte Teile pro einer Mio Teile erzeugt werden. Als Teil gilt jeder Output aus einem Prozeß. Dies kann ein physisches Teil, aber auch eine Dienstleistung (Behandlung, Haarschnitt, Reparatur, etc.) sein.
Grundsätzlich ist zu unterscheiden zwischen dem DMAIC Ansatz, der sich um die Verbesserung von bereits existierenden Prozessen kümmert und dem DFSS Ansatz (Design for Six Sigma), der sich um die Erstellung von komplett neuen Prozessen kümmert. Im weiteren Verlauf werden wir uns hier mit dem DMAIC beschäftigen.
6 Sigma geht davon aus, daß die Grundlage eines Problems in einem Produktions- oder Serviceprozess sehr häufig im Prozess selbst und nicht in den Menschen, die den Prozess begleiten. Es gilt damit die Prozesse zu optimieren und zu verbessern und nicht die Menschen, oder wie der Mitbegründer von Six Sigma W. E. Deming sagte: „95% of the problems in business are system driven (system created by the management) and only 5% are people driven.“ Übersetzt bedeutet dies 95 % der Probleme in unseren Unternehmen oder Prozessen sind in den Systemen begriffen, auf denen unsere Unternehmen und Prozesse aufbauen. Diese Systeme wurde vom Management kreiert und nicht von den ausführenden Menschen. Nur 5% der Probleme sind auf den variierenden Einfluß des Menschen begründet, der die Systeme ausführt. Hauptaugenmerk für eine erfolgreiche Optimierung des Outputs sollte es also sein, die Systeme unserer Organisationen zu verbessern und nicht den Druck auf die Menschen zu erhöhen („People work in the system. Management creates the system“). Ein weiteres Statement von Demin verstärkt die grundsätzliche Ausrichtung der Optimierungsstrategie von Six Sigma: “ Die Rolle der Geschäftsleitung ist es, den Prozess zu ändern, anstatt Einzelnen zuzusetzen, immer besser zu werden„. Weitere Ausführungen zu Deming findet man bei beim Deming Institut.
6 Sigma Entstehung
Die Grundlagen für Six Sigma hat der deutsche Mathematiker und Astronom Carl Friedrich Gauß (geboren 1777, gestorben 1855) begründet. Nach ihm ist die Normalverteilung die sogenannte Gaußkurve benannt. Sie ist die idealtypische Darstellung von abweichenden Messwerten im Vergleich zum Mittelwert. Das Maß für die Abweichung ist Sigma. Sigma ist der 18. Buchstabe des griechischen Alphabets und wurde 1860 von Francis Galton als Begriff in der Statistik und Wahrscheinlichkeitsrechnung eingeführt, um die Streuung einer Variablen um ihren Mittelwert zu beschreiben.
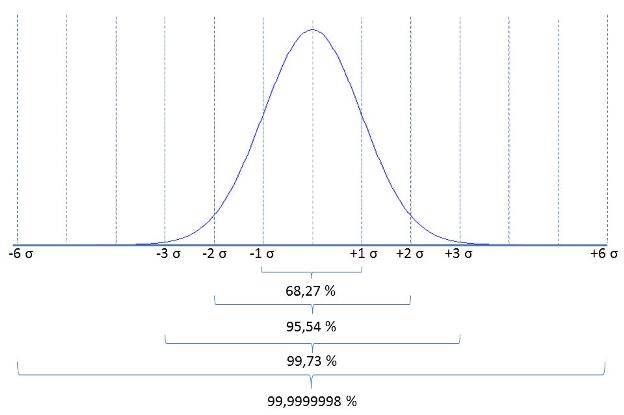
In der Industrie wurde eine langfristige Schwankung des Mittelwertes von 1,5 Sigma ermittelt. Dies bedeutet das der Prozess nicht immer innerhalb der Spezififikationsgrenzen zentriert ist. Diese Erfahrungswerte bilden auch die Basis für die heute allgemein als üblich dargestellsten Six Sigma Grenzen. Durch die Berücksichtigung der Schwankungen ergeben sich somit veränderte Werte für die DPMO, sprich die Fehler pro 1 Million möglicher Fehler. Die 6 Sigma Rate liegt hier nun bei 99,99966% und bedeutet 3,4 Fehler von 1 Million Fehlermöglichkeiten.
Dies bedeutet für einen produzierenden Betrieb, daß lediglich 3,4 Teile von einer Million produzierten Teile fehlerhaft sind. Fehlerhaftet heißt hier, daß die Leistungen oder Produkte außerhalb der Kundenspezifikationen sind. Der Kunde kann sowohl extern als auch unternehmensintern sein.
Die Entstehung des Six Sigma Gedankens in der modernen Industrie wurde vor allem durch Motorola geprägt. Informationen hierzu findet man bei http://www.motorolasolutions.com/US-EN/Training+Home/Lean+Six+Sigma.
Weitere wichtige Inhalte für Ihr Projekt!
Folgen Sie den einzelnen, unten stehenden Links und Sie gelangen zum Thema und den entsprechenden Excel Dateien. Das Bild mit allen Links zu den Themen können Sie als pdf (Werkzeuge_20150722_4_als_pdf) downloaden.
Die Excel Vorlagen für die Lean Tools laden Sie in dieser Excel Datei (Toolbox.xlsx) runter.
Das Komplettpaket Excel Vorlagen Messsystemanalyse und Prozessfähigkeit können Sie hier anfordern.
Organisieren – Define Phase
Messen – Measure Phase
- Pareto Diagramm
- Konfidenzintervall
- Boxplot Diagramm
- Ursache Wirkungs Diagramm
- Qualitäts Kennzahlen
- Ishikawa Diagramm
- Prozesskennzahlen
- Kick off
- Sipoc