Test Normalverteilung ist der Nachweis für die Normalverteilung von Werten. Der Excel Test auf Normalverteilung benutzt den Anderson Darling Test.
Die Normalverteilung bildet das statistische Fundament für nahezu alle modernen Quality Engineering Methoden. Ohne den zuverlässigen Nachweis normalverteilter Messwerte sind weder Messsystemanalysen (MSA) noch Prozessfähigkeitsberechnungen (CPK/CMK) valide durchführbar.
Die Konsequenzen einer fehlerhaften Normalverteilungsannahme können dramatisch sein: Falsche Fähigkeitswerte führen zu ungeeigneten Prozessfreigaben, während tatsächlich fähige Prozesse fälschlicherweise als nicht fähig eingestuft werden.
In diesem Beitrag erfahren Sie, wie Sie den Test durchführen. Sie erhalten eine Excel Vorlage zur Durchführung. In diese tragen Sie lediglich ihre gemessenen Werte und erhalten sofort das Ergebnis des Testes.
Als Ergänzung habe ich die Excel Vorlage zum Beitrag Maschinen- und Prozessfähigkeit mit dem Test auf Normalverteilung ergänzt. Sie können somit gleich erkennen, ob ihr Prozess die Anforderungen der Normalverteilung erfüllt.
Tests auf Normalverteilung können auf 2 Arten stattfinden:
- Als grafischer Test durch das Zeichnen eines Wahrscheinlichkeitsnetzes
- Als rechnerische Test durch verschiedene statistische Tests auf Normalverteilung
Beide Arten unterstütze ich mit der Excel Vorlage Test auf Normalverteilung Anderson Darling 20161108.xlsx
Wollen Sie Ihre Werte schnell auf Normalverteilung überprüfen benutzen Sie die Test-auf-Normalverteilung-Anderson-Darling-20161108.xlsx.
Wollen Sie auch die entsprechenden Hintergründe zum Anderson Darling Test nachvollziehen, können Sie gerne weiterlesen.
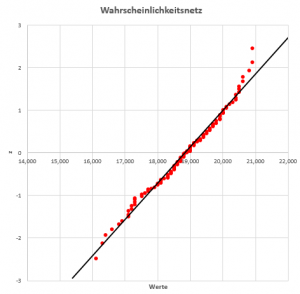
Wahrscheinlichkeitsnetz
Eine grafische Überprüfung der Normalverteilung kann über eine grafische Darstellung erfolgen. Hiebei zeichnen Sie die Werte der theoretische Normalverteilung mit den gemessenen Werten in ein Diagramm ein. Entsprechen die gemessenen Werte der Gerade der Normalverteilung, so ist davon auszugehen, dass die gemessenen Werte einer Normalverteilung nahe kommen.
Vorteile der grafischen Analyse:
- Sofortige visuelle Bewertung
- Erkennung spezifischer Abweichungstypen
- Kommunikation der Ergebnisse an Nicht-Statistiker
- Bestätigung der rechnerischen Testergebnisse
Test auf Normalverteilung
Um zu überprüfen, ob Daten normalverteilt sind, können verschieden Methoden angewandt werden.
- Chi – Quadrat – Test
- Shapiro – Wilk – Test
- Anderson-Darling-Test (Modifikation des Kolmogorow-Smirnow-Tests)
- etc.
Die Tests haben unterschiedliche Eigenschaften hinsichtlich der Art der Abweichungen von der Normalverteilung, die sie erkennen. Als zuverlässiger Test auf Normalverteilung hat sich der Anderson Darling Test bewährt. Der rechnerische Test auf Normalverteilung nehme ich deshalb mit dem Anderson Darling Test vor.
Anderson Darling Test
Der Test wurde 1952 entwickelt von Theodore Wilbur Anderson und Donald Allan Darling. Der Anderson Darling Test vergleicht die gemessenen Werte mit der theoretischen Verteilung der Werte in Bezug auf die Normalverteilung. Das Verfahren bestimmt die Abweichung der Theorie von der Realität.
Michael A. Stephens hat ein Verfahren entwickelt, daß in Verbindung mit dem Anderson Darling Test eine direkte Abschätzung des p-Wertes aus der Testgröße zuläßt. Mit der Bestimmung des p – Wertes kann nun beschrieben werden, inwieweit die gemessenen Werte der Normalverteilung entsprechen. Ist der p-Wert <0,05 ist die Hypothese abzulehnen, daß die Werte einer Normalverteilung entsprechen.
Warum Anderson Darling der beste Test ist:
Hohe statistische Power: Der Test erkennt sowohl Asymmetrie als auch Abweichungen in den Verteilungsenden besonders zuverlässig – genau die Bereiche, die für Quality Engineering kritisch sind.
Direkter P-Wert: Durch die Weiterentwicklung von Michael A. Stephens ermöglicht der Test eine direkte Bewertung der statistischen Signifikanz ohne komplexe Tabellenwerte.
Industriestandard: In der Automobilindustrie und anderen qualitätskritischen Branchen wird der Anderson Darling Test als Referenzverfahren verwendet.
Die mathematische Grundlage des Andersson Darling Tests verstehen
Der Anderson Darling Test berechnet eine Teststatistik (AD-Wert), die die Abweichung zwischen den beobachteten Messwerten und der theoretischen Normalverteilung quantifiziert. Ein niedriger AD-Wert deutet auf eine gute Übereinstimmung mit der Normalverteilung hin, während hohe Werte signifikante Abweichungen anzeigen.
Entscheidungskriterium: Ist der berechnete P-Wert < 0,05, wird die Normalverteilungshypothese abgelehnt. Dies bedeutet, dass die Messwerte nicht normalverteilt sind und alternative Analysemethoden erforderlich werden.
Test auf Normalverteilung Formel
Die Formeln zur Berechnung sind im Folgenden dargestellt. Der AD Wert ist:

S ist wie folgt definiert.

Zur Berechnung des p Wertes für die Annahme oder Ablehnung der Nullhypothese wird ein Hilfswert z berechnet.
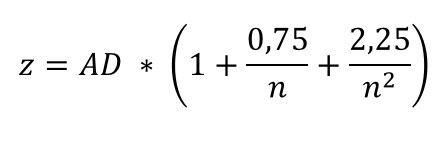
Je nach Ergebnis von z wird der p Wert nach folgenden Formeln ermittelt.
- wenn z >0,6, dann ist p = exp(1.2937 – 5.709z+ 0.0186z2)
- wenn 0,34 < z <= 0,6, dann ist p = exp(0.9177 – 4.279z – 1.38z2)
- wenn 0,2 < z <= 0,34, dann ist p = 1 – exp(-8.318 + 42.796z- 59.938z2)
- wenn z <= 0,2, dann ist p = 1 – exp(-13.436 + 101.14z- 223.73z2)
Grundlage dieser Formeln sind die Darstellungen von Ralph B. D’Agostino (1986). „Tests for the Normal Distribution“. In D’Agostino, R.B. and Stephens, M.A. Goodness-of-Fit Techniques. New York: Marcel Dekker.
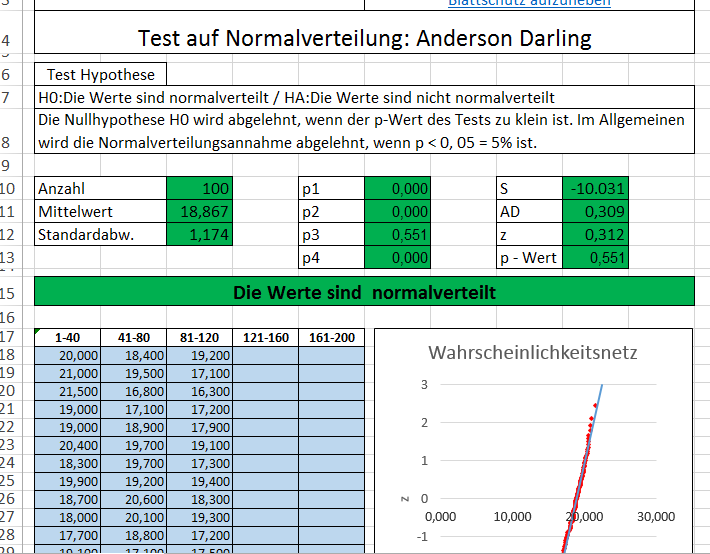
Test auf Normalverteilung Excel
Mit Excel läßt sich der Test auf Normalverteilung nach Anderson Darling relativ gut darstellen. Die Formeln werden von oben in das Excel Arbeitsblatt übersetzt. Ein Beispiel finden Sie in der Test-auf-Normalverteilung-Anderson-Darling-20161108.xlsx.
Verwendung der Normalverteilung
Eine wichtige Verwendung für die Normalverteilung besteht bei der Berechnung von Fähigkeitswerten. Dies gilt für kurzfristige oder auch für langfristige Werte. Als Beispiel sind hier die Werte für Maschinenfähigkeit oder Prozessfähigkeit zu benennen. Dies wird näher im Beitrag Maschinen- und Prozessfähigkeit erläutert. In diesem Beitrag stelle ich auch die entsprechenden Excel Vorlagen zur Berechnung von cp und cpk bereit.
Der Test auf Normalverteilung ist in der Excel Vorlage zur Untersuchung der Maschinenfähigkeit integriert. Als weitere statistische Software zur Berechnung der Normalverteilung bietet sich Minitab an.
Test auf Normalverteilung nach Anderson Darling mit Minitab
In diesem Beispiel nehme ich die Daten aus dem vorherigen Excel Beispiel. Auf Youtube könnt Ihr sehen, wie ich die Berechnung in Minitab durchgeführt habe.
Minitab Anderson Darling Test auf Normalverteilung
In Minitab findet ihr unter dem Punkt Statistik -> Statistische Standverfahren -> Normalverteilung den entsprechenden Menüpunkt. Das Ergebnis entspricht der Excel Vorlage. Minitab wählt bei der Darstellung des Wahrscheinlichkeitsnetzes eine leicht andere Form.
Test auf Normalverteilung R Statistik Software
Sollte Excel nicht zu Verfügung stehen, kann man auch die frei verfügbar Statistik Software R benutzen.
Nach der Installation von R benötigt ihr noch die Pakete openxlsx und qualityTools. Folgende Befehle werden in der R Console verwendet.
# Librarys im Programm verfügbar machen
library(openxlsx)
library(ggplot2)
library(qualityTools)
# Daten aus der Excel Datei maschinen.xlsx in die Tabelle df1 einlesen
# Anschließend die cp Funktion aus der library qualitytools aufrufen
library(openxlsx)
library(qualityTools)
xlsxFile <- („C://Users//ThinkPad User//Daten//R Statistik//maschinen.xlsx“)
df1 <- read.xlsx(xlsxFile = xlsxFile, sheet = 1, startRow = 1, skipEmptyRows = FALSE)
cp(df1$mm,,23,16)
Folgende Ausgabe am Bildschirm erhalten Sie:
Anderson Darling Test for normal distribution
data: df1$mm
A = 0.381, mean = 18.871, sd = 1.179, p-value = 0.3953
alternative hypothesis: true distribution is not equal to normal
Weitere wichtige Inhalte für Ihr Projekt!
Folgen Sie den einzelnen, unten stehenden Links und Sie gelangen zum Thema und den entsprechenden Excel Dateien. Das Bild mit allen Links zu den Themen können Sie als pdf (Werkzeuge_20150722_4_als_pdf) downloaden.
Die Excel Vorlagen für die Lean Tools laden Sie in dieser Excel Datei (Toolbox.xlsx) runter.
Das Komplettpaket Excel Vorlagen Messsystemanalyse und Prozessfähigkeit können Sie hier anfordern.
Organisieren – Define Phase
Messen – Measure Phase
- Pareto Diagramm
- Konfidenzintervall
- Boxplot Diagramm
- Ursache Wirkungs Diagramm
- Qualitäts Kennzahlen
- Ishikawa Diagramm
- Prozesskennzahlen
- Kick off
- Sipoc