The process capability cpk, ppk and the machine capability cmk describe the ability to achieve a desired result. In this article you will learn how to calculate machine and process capability using Excel. You will see the graphics for your values. You will also find out whether your values meet the requirements for calculating machine and process capability.
Tools to check a specific machine or process capability
The desired result of a process is defined by the customer. The customer expects his result to be permanently achieved. The supplier strives to deliver the desired result permanently and at economically justifiable expense. The supplier achieves this goal by mastering his processes for the provision of services and by establishing and monitoring the corresponding process capability. A process is controlled when the result of the process is predictable. Only a controlled process makes statements about the ability of the process possible.
The customer defines the desired result by a value to be achieved and two specification limits. The limits are called USG (lower specification limit) and OSG (upper specification limit). The limits are also called tolerance limits and therefore UTG and OTG.
The tolerance, also called tolerance width, represents the distance between USG and OSG. To evaluate the process capability cpk (process capability index), the customer’s requirements are compared with the results of the process. A model of the probability of normal distribution is used to calculate the percentage of exceedance. The overrun percentage is the expected number of parts per million that lie outside the limits of the specification (for more details see SPC – Statistical Process Control: A practical introduction to statistical process control and its use Contents).
The aim of the process capability calculation is:
to obtain an estimate of the proportion of data that is outside the tolerance limits
a characterization of the ability of a process to obtain
to obtain an assessment of the possibilities for process improvement
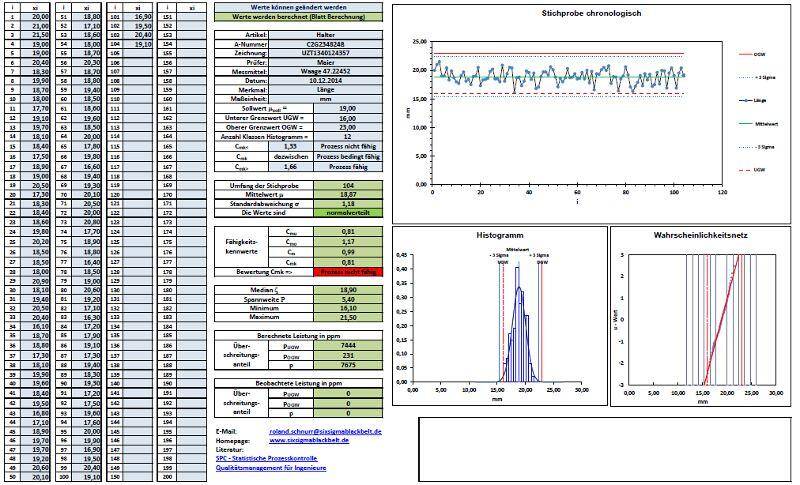
Measurement data are required to calculate the process capability. The measurement data for the comparison of requirements and the real process are recorded within the process. The data can be entered into an Excel template for evaluation. The template automatically creates all diagrams and calculates all quality indicators. If you need the files as original Excel files without macros please send me an email. If you need proof of machine or process capability using standard software (e.g. Minitab), please send me an e-mail. I’ll be glad to help you.
| Version 1 | Version 2 | |
| Ziel | kurzfristige Prozessfähigkeit (Maschinenfähigkeit) | mittel- und langfristige Prozessfähigkeit |
| Anzahl Werte | bis 200 | bis 250 |
| Eingabe Werte | fortlaufend; max 1 Wert pro Probe | bis zu 50 Stichproben mit 2 bis 5 Werten pro Stichprobe |
| Eingabe und Darstellung | 1 Tabellenblatt | 1 Blatt Eingabe 1 Blatt Auswertung |
Excel Vorlage Version 1
Excel Vorlage Version 2

Fähiges Messsystem als Basis für die Prozessfähigkeitsuntersuchung und die Maschinenfähigkeitsuntersuchung (mfu)
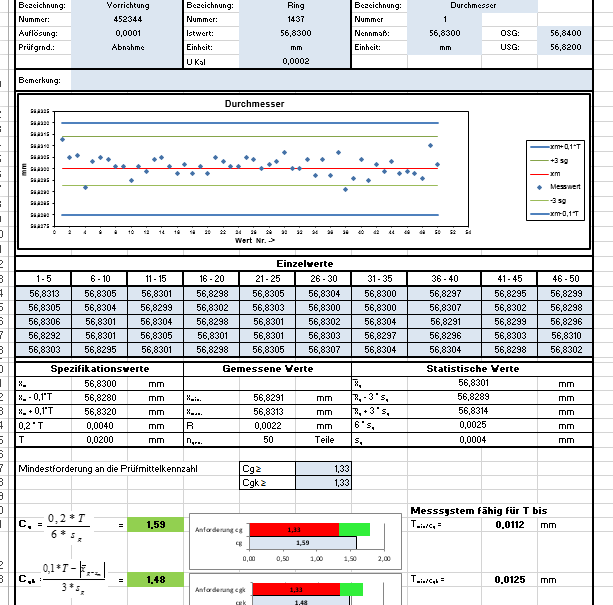
Wie bei allen anderen Messungen ist die Basis für Aussagen zum Prozess, die Erhebung von zuverlässigen Messdaten. Hierzu ist es notwendig, das Messsystem und seine Eignung für die Messaufgabe zu qualifizieren. Dies wird durch eine MSA (Mess – System – Analyse) erreicht. Detaillierte Inhalte zur Messsystemanalyse und Messmittelfähigkeit finden Sie im Beitrag MSA, Messsystemanalyse und Messmittelfähigkeit. Der Beitrag enthält auch die entsprechenden Excel Vorlagen Zur MSA Verfahren 1 und MSA Verfahren 2.
Aussagen zur Prozessfähigkeit und Maschinenfähigkeit können getroffen werden, falls folgende Bedingungen erfüllt werden:
Bedingungen der Prozessfähigkeit
- Es müssen variable Daten vorhanden sein (Gewicht, Breite, Länge, etc.)
- Es müssen genügend viele Messwerte vorhanden sein
- Die verwendeten Daten müssen aus einem stabilen Prozess stammen (Test auf Stabilität)
- Die Daten müssen annähernd der Normalverteilung folgen. (Test auf Normalverteilung)
1. Variable Daten
Datenarten lassen sich unterscheiden in variable Daten und attributive Daten. Variable Daten sind Daten, die sich messen lassen. Dies sind als Beispiel Gewicht, Breite, Länge, Dicke etc. Attributive Daten sind Daten die sich nicht messen lassen, wie gut oder schlecht. Für diese Daten lässt sich keine Normalverteilung ermitteln. Statistische Kennzahlen können hier zu Beispiel Anteile (Anteil Gutteile für die Gesamtanzahl der Teile) sein.
2. Genügend viele Messwerte
Die absolute Untergrenze für die Untersuchung eines Wertes zur Fähigkeit eines Prozesses ist 50 Werte. Die Ergebnisse der Aussagefähigkeit bei 50 Werten ist jedoch mit einer gewissen Unschärfe behaftet. 50 Werte sind die Anzahl von Messwerten für die Kurzzeitfähigkeitsuntersuchung oder auch Maschinenfähigkeitsuntersuchung.
Für die vorläufige Prozessfähigkeitsuntersuchung gilt ein Mindestumfang von 100 Teilen. Für die langfristige Untersuchung auf Prozessfähigkeit ist die Empfehlungen in der Übersicht „Prozessfähigkeit nach zeitlichem Ablauf“ dargestellt.
Die Definition der genügenden Anzahl von Messwerten sind angelehnt an VDA Band 4 Teil 1 und DGQ.
3. Prozessstabilität
Ein Prozess kann durch gewöhnliche und aussergewöhnliche Ursachen beeinflusst werden. Gewöhnliche Ursachen enstehen durch die natürliche Prozessstreuung, die in jedem Prozess vorhanden ist. Aussergewöhnliche Ursachen sind Ursachen, die nicht als normaler Bestandteil des Prozesses angesehen werden. Sie enstehen durch einmalige oder wiederkehrende Aktionen und Ereignisse. Beispiele sind Veränderungen bei der Einstellung von Maschinen, systematische Veränderungen in den Rohstoffen, etc.
In einem ersten Schritt gilt es diese aussergewöhnlichen Ereignisse im Prozess zu entdecken, zu eliminieren oder unter Kontrolle zu halten. Grundlage für die Trennung von gewöhnlichen von aussergewöhnlichen Ursachen ist ein Prozessverständnis für den zu untersuchenden Prozess. Solange die systematischen Ursachen nicht unter Kontrolle sind, macht eine Prozessfähigkeitsuntersuchung keinen Sinn. Sind die systematischen Ursachen unter Kontrolle, reduziert sich die Streuung im Prozess auf die gewöhnlichen Ursachen.
Ein Prozess ist stabil, wenn er keine Streuungen durch aussergewöhnliche Ursachen erhält. In der Prozessbeobachtung werden Verlaufsdiagramme oder Regelkarten verwendet, um die Prozessstabilität darzustellen oder aussergewöhnliche Werte zu dokumentieren. Die Verlaufsdiagramme oder Regelkarten werden im Allgemeinen auf die 4 wichtigsten Ausnahmebedingungen untersucht:
- 1 Punkt mehr als 3S von der Mittellinie entfernt -> Anzeichen für eine Verschiebung des Mittelwertes, der Standardabweichung oder eines einzelnen Ausreissers beim Messen
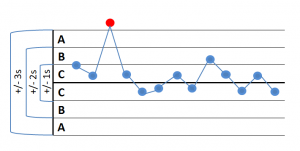

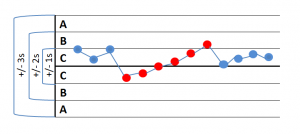
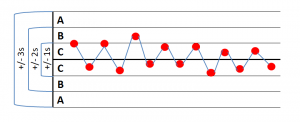
Wird keine dieser Ausnahmebedingungen erfüllt, gilt der Prozess als stabil. Die erste Bedingung für die Berechnung der Prozessfähigkeit ist erfüllt.
Ich habe eine Excel Vorlage erstellt, die die 8 Regeln der Stabilität testet. Den entsprechenden Beitrag findet ihr hier.
4. Normalverteilung
Die Verteilung der Messwerte lassen sich im Histogramm darstellen. Im Histogramm werden die Daten mit Daten zur Normalverteilung ergänzt, sodass sich beide Darstellungen vergleichen lassen. Dies ist eine grobe Betrachtung. Eine genauere Aussage zu Normalverteilung lässt sich durch entsprechende Berechnungen treffen. Eine zusätzliche grafische Möglichkeit zur Darstellung der Normalverteilung bietet das Wahrscheinlichkeitsnetz. Die Diagrammdaten werden in ein Wahrscheinlichkeitsnetz transformiert. Durch die Transformierung der Daten wird ein Diagramm erzeugt. Liegen die Diagrammdaten nahe an der idealisierten Gerade ist von einer Normalverteilung auszugehen.
Histogramm und Wahrscheinlichkeitsnetz finden Sie in der Excel Vorlage. Mit der Überprüfung der Daten auf Normalverteilung ist neben der bestätigten Prozessstabilität die zweite Voraussetzung erfüllt, um die Prozessfähigkeit zu berechnen. Die grafische Betrachtung der Normalverteilung übernimmt für Sie die Excel Vorlage. Zur Excel Vorlage zum rechnerischen Test auf Normalverteilung finden Sie im Beitrag „Test auf Normalverteilung Anderson Darling“. Die Tests auf Normalverteilgung haben unterschiedliche Eigenschaften hinsichtlich der Art der Abweichungen von der Normalverteilung, die sie erkennen. Als zuverlässiger Test auf Normalverteilung hat sich der Anderson Darling Test bewährt. Der rechnerische Test auf Normalverteilung nehme ich deshalb mit dem Anderson Darling Test vor. Der Test wird auch in der Vorlage zur Maschinen- und Prozessfähigkeit verwendet.
Prozesskennzahlen geordnet nach Prozessphase
Die Fähigkeit und Beherrschbarkeit eines Prozesses wird anhand von Qualitätskennzahlen bestimmt, welche sich aus Mittelwert, Toleranzgrenzen und Streuung ergeben.
Die Unterteilung und Definition der einzelnen Kennzahlen basiert auf den Richtlinien des VDA (Verband der Automobilindustrie e.V.) und der DGQ (Deutsche Gesellschaft für Qualität).
Betrachtet man den zeitlichen Verlauf von Prozessfähigkeit wird allgemein in 2 Gruppen unterteilt:
- Prozessfähigkeit vor Serienanlauf unterteilt in
- Kurzzeitfähigkeit eines Prozesses oder Maschinenfähigkeit
- Vorläufige Prozessfähigkeit
- Prozessfähigkeit nach Serienanlauf gleichbedeutend mit der Langzeit – Prozessfähigkeit
Die Einordnung der einzelnen Untersuchung in den zeitlichen Ablauf stellt folgendes Bild dar.
Maschinenfähigkeit mfu oder Kurzzeitfähigkeit eines Prozesses
In der Praxis kann es häufig vorkommen, daß nicht genügend Teile für die Ermittlung der vorläufigen Prozessfähigkeit zu Verfügung stehen. Ist dies der Fall, so wird eine Analyse der Maschinenfähigkeit oder Kurzzeitfähigkeit des Prozesses, durchgeführt. Häufig ist dies der Fall bei Vorabnahmen von Fertigungseinrichtungen beim Hersteller oder beim Einfahren von Fertigungsprozessen.
Bei der Maschinenfähigkeitsuntersuchung mfu werden alle Parameter (Mensch, Methode, Material und Mitwelt) konstant gehalten, sodass möglichst nur der Einfluss der Maschine auf das Ergebnis gemessen werden kann. Dies bedeutet es gibt:
- keine Wechsel der Maschinenbediener
- keine Veränderung in der Bedienung der Maschine
- Keine Änderung der Materialcharge
- möglichst konstante Umgebungsparameter
- etc.
Einflüsse, die sich nicht vermeiden lassen und die nicht zufällig sind, werden dokumentiert. Diese Einflüsse werden anschließend separiert und geordnet.
Ermittelt wird eine vorläufige Aussage über die Eignung des Prozesses. Die Kennzahl für die Maschinenfähigkeit ist der cmk Wert. Der cmk Wert ergibt sich aus dem Minimum von cmu und cmo.
Normalerweise werden hierzu 50 aufeinander folgende Teile aus dem Prozess entnommen. Die zeitliche Abfolge der Teile wird dokumentiert, um eventuelle Trends zu erkennen. Die 50 Teile werden auch zur Prüfung auf die Verteilungsform der Messergebnisse verwendet.
Die
ist hierzu das ideale Hilfsmittel. Benötigen Sie die Dateien in einer angepassten Form schreiben Sie eine Mail an mich.
Vorläufige Prozessfähigkeit
Die vorläufige Prozessfähigkeitsuntersuchung dient dazu einen Prozess vor Serienanlauf zu betrachten. Sie hilft gleichzeitig dabei die oberen und unteren Eingriffsgrenzen des Prozesses zu deklarieren. Methodik: Der Prozess wird über einen längeren Zeitraum gefahren. Während der Prozessierung entnimmt man in regelmässigen Abständen Stichproben. Als Richtwert gilt die Entnahme von 25 Stichproben mit jeweils fünf Teilen. Das Minimum beträgt 20 Stichproben mit jeweils drei Teilen.
Mithilfe einer Qualitätsregelkarte wird beurteilt, ob der Prozess beherrscht ist. Gleichzeitig können über zusätzliche Analysen die Messwerte ausgewertet werden. Hilfreich sind hierbei:
Bereits in dieser Phase der Analyse sollte der Prozess unter den zukünftigen Serienbedingungen produzieren. Alle Einflüsse der Serie sollten möglichst schon vorhanden und wirksam sein. Gleichzeitig sollten die Methoden und Formeln zur Berechnung der einzelnen Fähigkeitszahlen bereits bei Ermittlung der kurzzeitigen Fähigkeit und bei der Berechnung der Maschinenfähigkeit verwendet werden. Nur so ist eine sinnvolle Verbindung der einzelnen Analysen im zeitlichen Ablauf sichergestellt.
Langzeit Prozessfähigkeit
Die Langzeit – Prozessfähigkeitsindex cpk definiert die Ergebnisse des Prozesses nach dem Anlauf der Serie. Methodik: Die Langzeit-Prozessfähigkeitsuntersuchung soll die die Qualitätsfähigkeit unter realen Bedingungen beurteilen. Sie erstreckt sich deshalb über einen längeren Zeitraum. Im Idealfall werden Stichproben verteilt über 20 Tage der Produktion entnommen. Die Verfahrensweise entspricht der Analyse zur kurzfristigen Prozessfähigkeit.
Die
ist hierzu das ideale Hilfsmittel.
Kurzfristige und langfristige Prozessfähigkeitsuntersuchungen analysieren den Herstellungsprozess hinsichtlich der Eignung, die geplante Fertigungsaufgabe innerhalb der vorgegebenen Qualitätsanforderungen zu erfüllen. Hierbei treten in der langfristigen Prozessfähigkeitsuntersuchung auch die einzelnen Einflüsse der 5 Einflussarten wesentlich stärker zutage als in der Kurzfristuntersuchung.
Berechnung der Qualitätskennzahlen
Die Qualitätsfähigkeitskennzahlen werden wie folgt unterschieden.
Die Formel für die Berechnung der einzelnen Kennzahlen ändert sich nicht im Bezug auf die Zeit. Unabhängig von der Zeit sind die Formeln für Cm = Pp = Cp. Es ändert sich lediglich der Umfang der Messwerte. Die gleiche Vorgehensweise gilt für die Formeln für Cmk = Ppk = Cpk.
Beispielhaft erkläre ich die Berechnung der Kennzahlen anhand der Langzeit Prozessfähigkeit.
Die Langzeit Prozessfähigkeit wird durch den cp Wert (process capability) und den cpk Wert (critical process capability) beschrieben. Die Kenngrössen werden nach folgenden Formeln ermittelt.
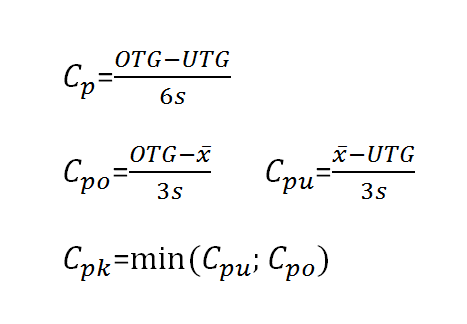
CP = Prozessstreuung
CPO = Prozesstreuung obere Toleranzgrenze
CPU = Prozesstreuung untere Toleranzgrenze
CPK = Prozessstreuung und Lage
OTG = Obere Toleranzgrenze
UTG = untere Toleranzgrenze
x quer = Mittelwert
s = Standardabweichung
CP Wert
Der Cp Wert beschreibt das Prozesspotential. Die Kennzahl cp ist ein Mass für die Breite der Prozessstreuung im Verhältnis zur Toleranzbreite. Die Toleranzbreite ist der Bereich zwischen dem oberen und unteren Grenzwert. Als Breite der Prozessstreuung wird in der Regel die dreifache Standardabweichung nach oben oder unten um den Mittelwert verwendet. Innerhalb dieses Bereiches werden bei einem beherrschten Prozess mehr als 99% aller Werte erwartet.
Der cp Wert liegt bei 1, wenn der Prozessstreubereich der Toleranzgrenze (Oberer-/ Unterer Grenzwert) entspricht. Die Berechnung des cp Wert ist nicht ausreichend für die Beurteilung der Qualitätsfähigkeit eines Prozesses, da er nicht die Lage des Prozesses berücksichtigt. Hierzu wird der cpk Wert verwendet.
Prozessfähigkeitsindex CPK Wert
Der cpk Wert (process capability value) ist gleich der Prozesspotentials cp, berücksichtigt jedoch zusätzlich die Lage der Verteilung.Hierzu wird der kritische Abstand zwischen Prozesslage und Toleranzgrenze berechnet. Der Prozessfähigkeitsindex cpk Wert ist so definiert, dass er gleich dem cp Wert ist, wenn der Prozess in der Toleranzmitte zentriert ist. Der cpk Wert entspricht dem kleineren oder kritischeren Werte von cpo oder cpu. Ist der cpk Wert kleiner als der cp Wert bedeutet dies, dass der Mittelwert der Verteilung ausserhalb der Toleranzmitte liegt. Ist cp grösser als der Prozessfähigkeitsindex cpk , so kann der Prozess durch eine Zentrierung fähig gemacht werden.
Möchten Sie wissen, welche Werte Mittelwert und Standardabweichung erfüllen müssen um einen Zielwert cp oder einen Zielwert cpk zu erreichen, können Sie die Excel Vorlage aus dem Beitrag „cp und cpk berechnen“ verwenden.
Der Prozessfähigkeitsindex cpk ist ein Mass für die Merkmalslage und Streuung der Merkmale. Die Lage und Streuung beinhaltet Einflussfaktoren die durch die 5 M, Mensch, Maschine, Methode, Material und Mitwelt ausgelöst werden. Der cpk Wert ist somit eine gute Messgrösse, um die Auswirkungen von verschiedenen Einflussfaktoren zu analysieren, ist das Ishikawa oder Ursache – Wirkungs – Diagramm.
Zusammenhang Cpk und Ausschuss in % und ppm
Die Fähigkeitsindizes cp und cpk dienen der Prozesslenkung. Sie ermöglichen eine statistische Prozesslenkung durch die Kombination von Mittelwert und Standardabweichung. Man vergleicht die Fähigkeitsindizes mit den Forderungen des Kunden und ermöglicht dadurch eine Voraussage zur Fähigkeit des Prozesses.
Kann die Fähigkeit eines Prozesses nicht nachgewiesen werden, so sind keine Aussagen über die Fehlerfreiheit des Outputs möglich. Sind keine Aussagen über die Fehlerfreiheit im Vorfeld möglich und sollen nur gute Output – Ergebnisse weitergereicht werden, so ist eine 100% Kontrolle der Ergebnisse unumgänglich.
Ist eine Kontrolle des Ergebnisse nur über eine zerstörerische Prüfung möglich, so müsste der komplette Output, da 100 % Kontrolle zerstörerisch geprüft werden und wäre somit zerstört. Basis für Stichprobenprüfung ist häufig die Maschinen- oder Prozessfähigkeit.
Kann ein cpk berechnet werden, so können Voraussagen zum Ausschuß des Prozesses gemacht werden. Eine Normalverteilung vorausgesetzt ergibt sich bei folgenden cpk Werten folgender Ausschuss in Prozent oder in parts per million.
| Anzahl Sigma bis zu den Toleranzgrenzen | cpk – Wert | Ausschuss in % | Ausschuss in ppm |
| 1 | 0,33 | 32 % | 320000 |
| 2 | 0,67 | 4,60 % | 46000 |
| 3 | 1,00 | 0,27 % | 2700 |
| 4 | 1,33 | 0,0063 % | 63 |
| 5 | 1,67 | 0,000057 % | 0,57 |
| 6 | 2,00 | 0,0000002 % | 0,002 |
Prozessfähigkeit bei technischer Grenze (einseitige Toleranz)
Hat ein Merkmal auf einer Seite eine Spezifikationsgrenze und ist auf der anderen Seite durch
eine technische Grenze beschränkt, kann keine Toleranzbreite angegeben werden. Deshalb kann bei einseitiger Toleranz immer nur der Cpk-Wert (process capability value) berechnet werden.
Ist eine obere Spezifikationsgrenze angegeben entspricht der Prozessfähigkeitsindex Cpk = Cpko. Ist eine untere Spezifikationsgrenze angegeben entspricht der Cpk = Cpku.
Ein Beispiel hierzu. Benötigen Sie eine entsprechende Excel Vorlage, schreiben Sie mich an.
Meine empfohlene Literaturliste zum Thema (erhältlich zum Beispiel bei Amazon)
Je nach Fähigkeit und Anforderung der Kunden kann der Prüfumfang definiert werden. Der Umfang der Prüfungen kann die Wirtschaftlichkeit eines Prozesses erheblich beeinflussen. Weiterführende Informationen zur Prozessfähigkeit Berechnung oder Maschinenfähigkeit Berechnung findet man in folgender Literatur.
- Qualitätsmanagement für Ingenieure
- SPC – Statistische Prozesskontrolle: Eine praktische Einführung in die statistische Prozesskontrolle und deren Nutzung Inhalt“
- Statistik von Kopf bis Fuss
Prozessfähigkeit und Maschinenfähigkeit mit Minitab Software
Minitab ist das Standardpaket im Bereich Statistik.
Prozessfähigkeit und Maschinenfähigkeit mit der Statistik Software R
Test auf Normalverteilung, Histogramm und statistische Werte
Sollten Sie keine Möglichkeiten haben Excel zu verwenden, so empfiehlt sich als Alternative die frei verfügbare Statistik Software R.
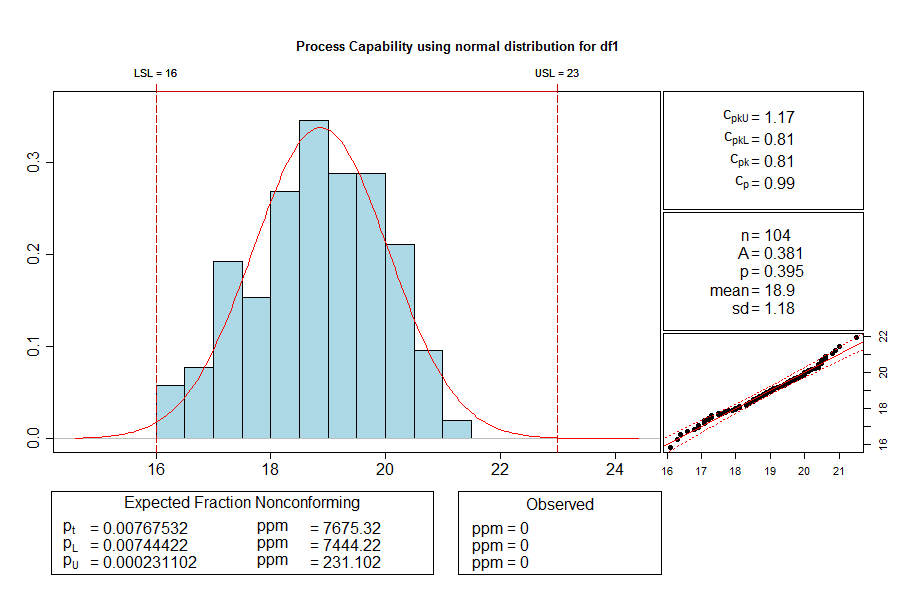
Für die Daten der Excel Vorlage von weiter oben, benutze ich nun R als Statistik Software für die Auswertungen.
Nachdem Sie R installiert haben, installieren Sie das Erweiterungs Packet qualitytools. Nach entsprechender Vorbereitung der Daten erhalten Sie durch die Ausführung des Befehls cp folgende Auswertung.
# Daten aus der Excel Datei maschinen.xlsx in die Tabelle df1 einlesen
# Anschließend die cp Funktion aus der library qualitytools aufrufen
library(openxlsx)
library(qualityTools)
xlsxFile <- („C://Users//ThinkPad User//Daten//R Statistik//maschinen.xlsx“)
df1 <- read.xlsx(xlsxFile = xlsxFile, sheet = 1, startRow = 1, skipEmptyRows = FALSE)
cp(df1$mm,,23,16)
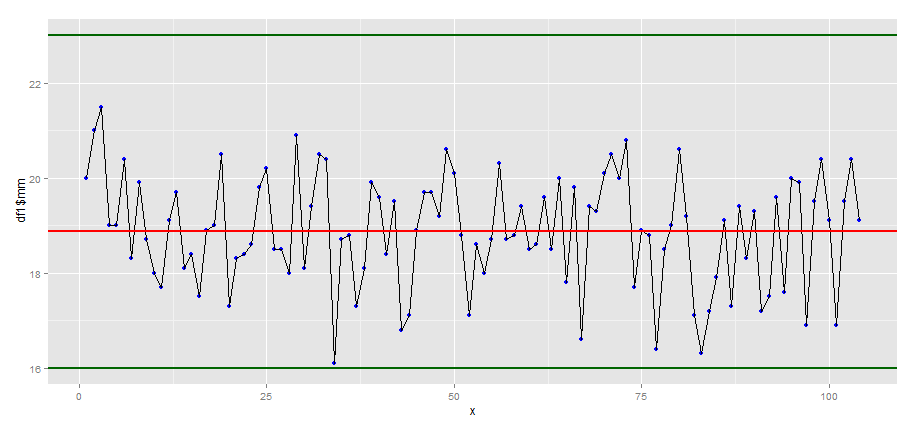
Zeitreihen plotten mit der Statistik Software R
Das Paket ggplot2 muß installiert und aktiviert sein. Dann beginnen wir mit der Erstellung des Diagrammes zur Zeitreihe.
# Daten sind bereits in der Tabelle df1
# definieren des Datenbereiches
# Packet ggplot2 wird initialisiert
library(ggplot2)
# Berechnen der Anzahl der Werte im Wertebereich
AnzahlWert <- length(df1$mm)
x<-(1:AnzahlWert)
# definieren des Datenbereiches
g<-ggplot(df1, aes(x,df1$mm))
# definieren der Datenpunkte
g<- g + geom_point()
g<- g + geom_point(colour=“blue“, size= 2)
# definieren der Verbindungslinie zwischen den Datenpunkten
g<- g + geom_line(colour= „black“)
# definieren des oberen Grenzwertes als Linie
g<- g + geom_hline(yintercept=23 ,colour= „darkgreen“, size = 1 )
# definieren des unteren Grenzwertes als Linie
g<- g + geom_hline(yintercept=16 ,colour= „darkgreen“, size = 1 )
# berechnen des Mittelwertes und Eintragen in das Diagramm
Mittelwert <- mean(df1$mm)
g<- g + geom_hline(yintercept= Mittelwert ,colour= „red“, size = 1 )
Sie erhalten damit folgende Grafik
Mittlerweile benutze ich die Statistik Software R oft, um die Ergebnisse aus Excel zu vergleichen. Ich finde R ganz nützlich, obwohl es einige Zeit für die Einarbeitung benötigt.
Weitere wichtige Inhalte für Ihr Projekt!
Folgen Sie den einzelnen, unten stehenden Links und Sie gelangen zum Thema und den entsprechenden Excel Dateien. Das Bild mit allen Links zu den Themen können Sie als pdf (Werkzeuge_20150722_4_als_pdf) downloaden.
Die Excel Vorlagen für die Lean Tools laden Sie in dieser Excel Datei (Toolbox.xlsx) runter.
Das Komplettpaket Excel Vorlagen Messsystemanalyse und Prozessfähigkeit können Sie hier anfordern.
Organisieren – Define Phase
Messen – Measure Phase
- Pareto Diagramm
- Konfidenzintervall
- Boxplot Diagramm
- Ursache Wirkungs Diagramm
- Qualitäts Kennzahlen
- Ishikawa Diagramm
- Prozesskennzahlen
- Kick off
- Sipoc